









Introduzione: Perché la brasatura è necessaria nella produzione aerospaziale.
Il settore aerospaziale richiede costantemente prestazioni dei materiali sempre maggiori, sotto forma di temperature più elevate, pesi ridotti e condizioni di esercizio più estreme. Le tecniche tradizionali di giunzione dei componenti, come la saldatura a fusione, di solito non sono adatte a tali circostanze a causa della formazione di cricche, deformazioni o di un'inaccettabile riduzione metallurgica.
La tecnologia di brasatura si è quindi evoluta, diventando un processo di giunzione supplementare e un elemento essenziale per la produzione e la riparazione, svolgendo un ruolo di primo piano nella lavorazione di componenti aerospaziali chiave.
La brasatura è stata utilizzata anche nelle pale delle turbine dei motori aeronautici, nelle strutture a nido d'ape e nella creazione di compositi a matrice ceramica ad alta tecnologia, per unire materiali che altrimenti non potrebbero essere saldati o sarebbero difficili da saldare.
Pale delle turbine dei motori aeronautici: innovazione nei materiali e riparazione di precisione

L'importanza tecnica della brasatura delle pale del turbocompressore
Una delle componenti più impegnative dei motori aeronautici è rappresentata dalle pale della turbina. Queste devono operare in condizioni termiche e meccaniche estreme e sono generalmente realizzate in superleghe a base di nichel o cobalto con un elevato contenuto di fase γ' (gamma primo). Sebbene queste leghe presentino un'elevata resistenza alle alte temperature e allo scorrimento viscoso, sono molto soggette a cricche termiche durante il processo di saldatura per fusione a causa della loro bassa duttilità.
Di conseguenza, la brasatura può essere l'unico modo praticabile per unire queste parti e ripararle. La brasatura offre la possibilità di riparare localmente crepe, usura delle punte e danni nei canali di raffreddamento senza generare gli eccessivi gradienti termici che avrebbero compromesso l'integrità delle pale.
Lame monocristalline con incollaggio in fase liquida transitoria (TLP)
Nel caso delle moderne pale di turbina monocristalline, ad esempio quelle realizzate con leghe ad alta tecnologia della serie CMSX, la brasatura convenzionale non è più efficace. La saldatura per diffusione in fase liquida transitoria (TLP) viene sempre più utilizzata dai produttori aerospaziali per ottenere una continuità metallurgica pressoché perfetta.
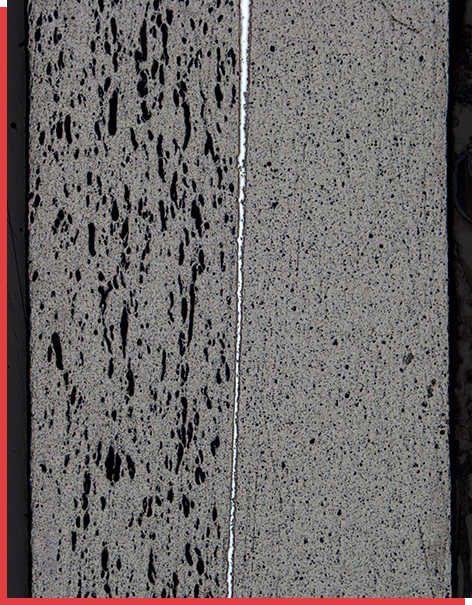
In questo processo di saldatura TLP, i materiali d'apporto amorfi a base di nichel (tipicamente leghe della serie MBF) vengono fusi e poi solidificati isotermicamente mediante diffusione elementare. Poiché il tempo di diffusione è lungo, il cordone di brasatura praticamente scompare, ripristinando una struttura monocristallina continua sulla giunzione. Questo è importante per garantire la resistenza alla fatica e allo scorrimento viscoso ad alte temperature.
Innovazione (Sistemi di metallo d'apporto)
È noto che i materiali d'apporto per brasatura a base di nichel, tradizionalmente utilizzati, contengono boro come agente abbassante del punto di fusione. Sebbene questo meccanismo sia efficace, la diffusione del boro nei bordi dei grani può causare infragilimento nel lungo periodo, un rischio inaccettabile per i componenti dei motori aerospaziali.
Per ovviare a questo problema, sono stati sviluppati sistemi di metallo d'apporto migliorati con composizioni chimiche Ni-Cr-Zr o Ni-Cr-Hf. Lo zirconio e l'afnio presentano un'elevata attività interfacciale e l'assenza di fasi fragili, il che aumenta la tenacità del giunto e l'affidabilità a lungo termine sotto carico termico ciclico.
Costi, affidabilità e vantaggi del ciclo di vita
Le tecnologie di brasatura consentono un notevole risparmio sui costi di manutenzione delle pale delle turbine. Le pale brasate e saldate per diffusione in modo efficace possono avere una durata di vita ben superiore a quella dei componenti nuovi; il costo di sostituzione è ridotto al minimo, pur mantenendo i margini di sicurezza richiesti dal settore aerospaziale.
Strutture a nido d'ape per l'aviazione: alleggerimento delle strutture senza riduzione della resistenza.
Motivi per cui le strutture a nido d'ape si affidano alla brasatura.
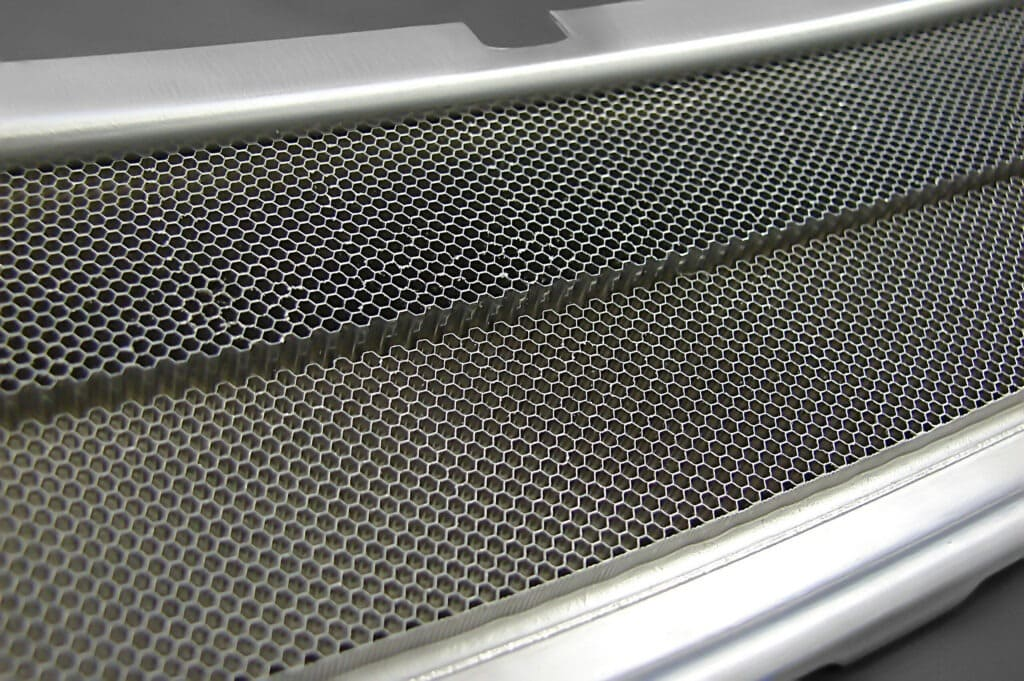
Queste strutture a nido d'ape in ambito aerospaziale sono comunemente utilizzate per inversori di spinta, gondole motore, scudi termici, rivestimenti acustici e guarnizioni. Sono estremamente rigide e resistenti, pur avendo un peso molto ridotto, una caratteristica fondamentale per il risparmio di carburante e le prestazioni.
Le strutture a nido d'ape sono costituite da un gran numero di lamine o fogli metallici a parete sottile, uniti tra loro su ampie superfici. La saldatura per fusione non è praticabile in quanto il materiale risulta deformato e soggetto a bruciature. La brasatura, al contrario, offre un'adesione uniforme con minimi effetti termici.
I vantaggi dei metalli di riempimento in lamina amorfa.

Nel caso della brasatura a nido d'ape in ambito aerospaziale, i materiali d'apporto in lamina ultrasottile di lega di nichel amorfa, con uno spessore di circa 0,001-0,002 pollici, sono molto richiesti. Queste lamine offrono una serie di vantaggi fondamentali:
- Dosaggio preciso del materiale di riempimento, evitando l'accumulo di residui.
- Minore erosione dei metalli di base a parete sottile.
- Formazione standardizzata di giunzioni in grandi regioni di collegamento.
A differenza dei materiali d'apporto in polvere, le lamine amorfe non si muovono durante il riscaldamento; mantengono la loro geometria nella giunzione e il materiale d'apporto non si disperde né si intrappola nelle celle a nido d'ape.
L'integrità strutturale e la garanzia della qualità
Le strutture a nido d'ape brasate devono soddisfare i severi requisiti aerospaziali in termini di resistenza, fatica e stabilità termica. La ripetibilità e la realizzazione di giunzioni prive di difetti, con elevata integrità strutturale per tutta la durata di vita utile, sono garantite da profili di riscaldamento controllati e condizioni atmosferiche uniformi, coadiuvati da forni di brasatura ad alta precisione.
Integrazione di compositi a matrice ceramica (CMC) nei sistemi aerospaziali.
La sfida di unire i CMC ai metalli
L'utilizzo di compositi a matrice ceramica (CMC), tra cui carbonio-carbonio (CC) e carburo di silicio-carburo di silicio (SiC-SiC), è in costante aumento nei componenti aerospaziali e spaziali più avanzati. Questi materiali offrono prestazioni termiche superiori e una bassa densità, risultando quindi particolarmente adatti per ugelli di scarico, sistemi di protezione termica e applicazioni ipersoniche.
Tuttavia, le tecniche di saldatura convenzionali non possono essere applicate alle strutture metalliche a cui i CMC devono essere uniti, a causa delle differenze fondamentali in termini di dilatazione termica, adesione e stabilità chimica.
La brasatura attiva come soluzione chiave.
Il principio guida nell'incorporazione dei CMC con leghe di titanio o superleghe a base di nichel è la brasatura, in particolare la brasatura con metalli attivi. I metalli d'apporto attivi più comuni si basano su sistemi Ag-Cu-Ti e includono elementi reattivi che reagiscono per formare composti interfacciali stabili sulla superficie ceramica.
Si tratta di un legame metallurgico che consente di ottenere giunzioni strutturalmente stabili, capaci di resistere a gradienti termici e carichi meccanici estremi. Gli assemblaggi risultanti combinano le migliori caratteristiche della ceramica e dei metalli, ampliando le possibilità di progettazione dei sistemi aerospaziali di prossima generazione.
Applicazione nel settore aerospaziale del ruolo delle apparecchiature di brasatura industriale.
Il raggiungimento di giunzioni brasate di grado aerospaziale non riguarda solo il metallo d'apporto. In terzo luogo, sono essenziali anche una regolazione termica accurata, la purezza dell'atmosfera e la ripetibilità dei parametri di processo. La stabilità necessaria nella saldatura per diffusione, nella brasatura a nido d'ape e nella giunzione ceramica-metallo attiva si trova nei sistemi di brasatura sottovuoto industriale e in atmosfera controllata, compresi quelli presenti nella progettazione di Macchina Dodo.
L'uniformità della temperatura e i cicli termici programmabili fanno sì che la brasatura diventi un processo senza interruzioni, non un'operazione manuale, ma un processo metallurgico ripetibile e idoneo alla produzione di prodotti aerospaziali ad alta affidabilità.
Conclusione: la brasatura come scienza metallurgica critica in ambito aerospaziale.
Se l'industria aerospaziale rappresenta l'apice dell'ingegneria industriale, allora la tecnologia della brasatura ne costituisce il sistema di fissaggio di precisione a livello cellulare. Non più un semplice processo di adesione, la brasatura moderna è un processo che supporta l'integrazione dei materiali tramite diffusione, consentendo così a leghe e compositi altrimenti incompatibili con l'adesione di diventare strutture autonome.
Le applicazioni aerospaziali hanno reso la brasatura una scienza molto rigorosa, dalla riparazione delle pale delle turbine agli assemblaggi leggeri a nido d'ape, fino all'assemblaggio ceramica-metallo. Si tratta di una scienza in continua evoluzione, con materiali sempre più sofisticati e sistemi di produzione ad alte prestazioni.
Domande frequenti
1. Perché la brasatura è preferibile alla saldatura per i componenti aerospaziali?
In questo caso si preferisce la brasatura perché molti dei materiali utilizzati nell'industria aerospaziale, come le superleghe di nichel e i compositi a matrice ceramica, presentano una bassa duttilità o non possiedono proprietà termiche adatte per eseguire la saldatura per fusione.
2. Perché le lamine amorfe sono considerate la scelta ideale per i nuclei a nido d'ape in ambito aerospaziale?
Le lamine amorfe offrono la possibilità di controllare con precisione lo spessore, di ottenere velocità di fusione uniformi e velocità di diffusione note. Ciò contribuisce a prevenire la deposizione di riempitivi eccessivi, a evitare il degrado delle pareti a nido d'ape dovuto all'erosione e a mantenere una resistenza uniforme delle giunzioni.
3. Qual è il processo di legame tra compositi a matrice ceramica e metallo?
I CMC vengono legati ai metalli mediante brasatura attiva, che prevede l'utilizzo di metalli brasati con elementi reattivi come il titanio. Questi elementi mostrano un'elevata reattività con i materiali ceramici, formando con essi composti interfacciali che consentono il legame metallurgico dei metalli con i CMC, cosa che altrimenti non sarebbe possibile tramite processi di saldatura.



