









لماذا يُعدّ التبليل أساس عملية اللحام بالنحاس؟.
في تقنية اللحام بالنحاس، لا تبدأ موثوقية الوصلة من درجة حرارة الفرن أو باختيار معادن الحشو، بل من نقطة التماس. وتعتمد سلامة الوصلة بشكل مباشر على قدرة معدن الحشو المنصهر على التدفق والالتصاق والترابط مع المادة الأساسية الصلبة. ويكمن الأساس العلمي لقابلية اللحام بالنحاس في التبلل والالتصاق اللذين يتحكمان في هذا السلوك.
عند استخدام معدات اللحام بالنحاس ذات الغلاف الجوي المتحكم به والتفريغ الهوائي مثل تلك المصنعة من قبل ماكينة دودو, في مجال اللحام الصناعي، يُعدّ سلوك التبلل عاملاً حاسماً في تحديد معادن الحشو، وتحسين نطاق العملية، فضلاً عن ضمان جودة إنتاج موحدة. ويؤدي التبلل غير السليم إلى وصلات غير مكتملة، وتكوّن فراغات، وانهيار ميكانيكي، بغض النظر عن مدى تطور نظام التسخين.
نظرية التبلل والالتصاق، الأساسيات.
زاوية التبلل كمؤشر رئيسي.
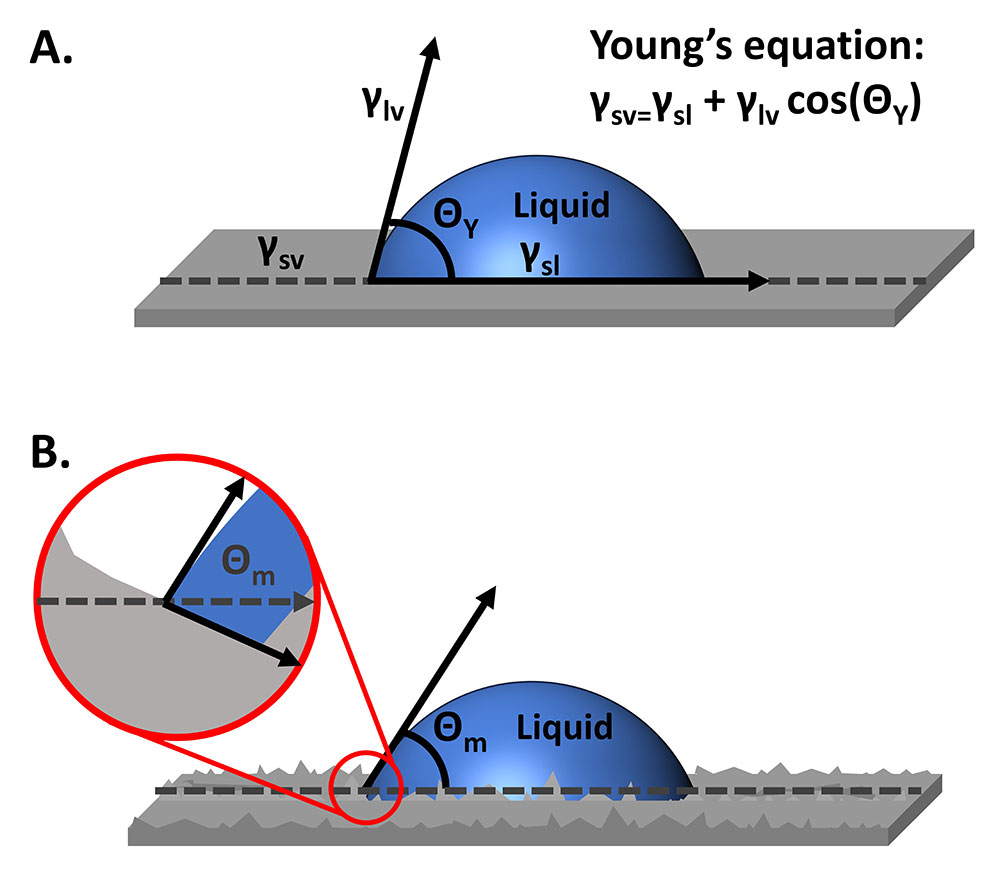
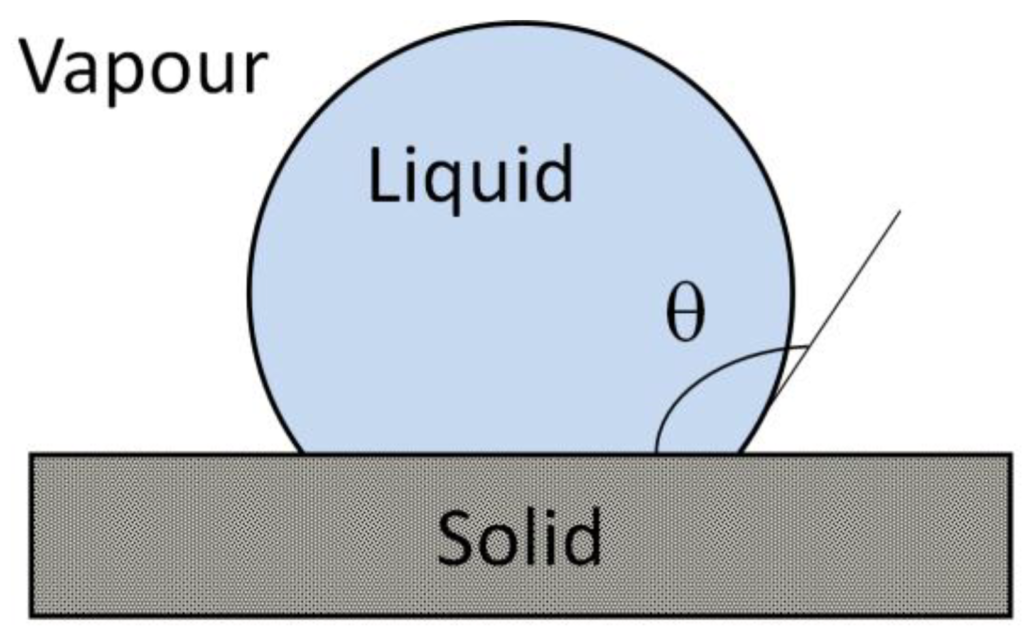
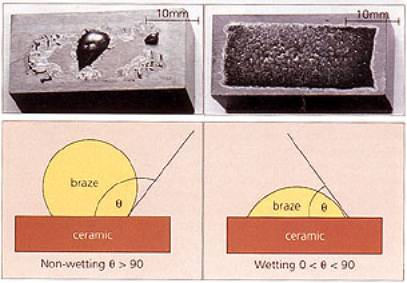
تُعد زاوية التبلل (θ) بين الركيزة الصلبة ومعدن الحشو السائل المعيار الأكثر شيوعًا لتقييم قابلية التبلل. تقليديًا:
θ < 90 درجة - يحدث التبلل
θ ≪ 90°- ترطيب ممتاز، جيد للحام.
θ → 90°- ترطيب هامشي، موثوقية منخفضة.
لكن حصر تقييم اللحام بالنحاس في مجرد شرط أن تكون زاوية التلامس أقل من 90 درجة لا يمكن تطبيقه في الصناعة. فقابلية اللحام بالنحاس عملياً أمرٌ، سواء حدث التبلل أم لا، وأمرٌ آخر، وهو مدى سرعة وثبات وقوة الترابط الكيميائي بين السطحين.
تحقيق التوازن بين قوى الالتصاق والتماسك.
نتيجة التوازن بين: هي زاوية التبلل.
- قوة الالتصاق بين المعدن السائل والمادة الأساسية الصلبة (Wa).
- القوة التماسكية، التي يرمز إليها بطاقة سطح السائل (σLV).
عندما تكون قوى الالتصاق أقوى من قوى التماسك، يتحقق التبلل الجيد. ولا يتحقق هذا الشرط عادةً في الأنظمة المعدنية إلا بعد تكوين روابط كيميائية قوية بين الأسطح أثناء عملية اللحام، على سبيل المثال، من خلال الربط المعدني أو المركب.
من الصعب تحقيق ترطيب الوصلات الهيكلية بشكل موثوق من خلال التلامس الفيزيائي البحت، حتى بدون تفاعل بيني.
التفاعلات البينية ومساهمتها في التبلل
في أنظمة اللحام الفعلية، نادرًا ما يكون التبلل ثابتًا. فبمجرد ملامسة الحشو المنصهر للسطح، تبدأ التفاعلات البينية على الفور. وهذه التفاعلات هي:
- تعديل التركيب الكيميائي للسطح
- تقليل طاقة السطح البيني
- اسمح بتكوين طبقات من التفاعل.
- تحسين سلوك الانتشار مع مرور الوقت.
ولهذا السبب لا ينبغي اعتبار زاوية التبلل قيمة مطلقة، والتي يجب قياسها في لحظة واحدة.
التقييم التجريبي للترطيب: القطرة الساكنة
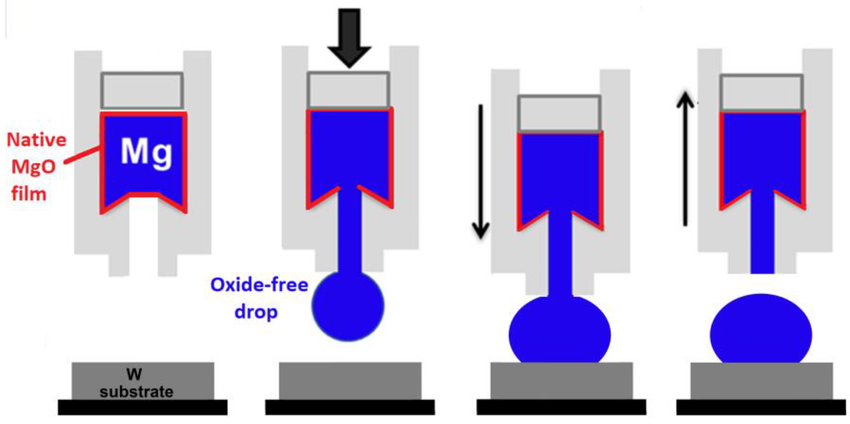
إن الطريقة التجريبية الأكثر شيوعًا لدراسة اللحام بالنحاس والتطوير الصناعي هي طريقة القطرة الساكنة في دراسة سلوك التبلل عند درجات الحرارة العالية.
ما الذي يجعل طريقة السقوط الساكن بالغة الأهمية؟
تتضمن هذه التقنية وضع كمية صغيرة من معدن حشو صلب على سطح مستوٍ وتسخينه حتى ينصهر. وباستخدام شكل القطرة المنصهرة، يستطيع المهندسون قياس ما يلي:
- زاوية التبلل الأولية (θ₀)
- السلوك بالنسبة للوقت: التبلل.
- زاوية التبلل في المرحلة الأخيرة (θF)
- حركية الانتشار
يمكن أن تكون هذه النتائج بمثابة توجيهات حيوية لما يلي:
- ينبغي اختيار تركيبات المعادن المستخدمة في الحشو.
- ضبط درجة حرارة اللحام.
- تحديد مدة الاحتفاظ عند درجة الحرارة القصوى.
- اختيار جو اللحام (غاز خامل أو فراغ)
يمكن استخدام بيانات السقوط الساكن في البيئات الصناعية مع ماكينة دودو أنظمة اللحام بالنحاس لإدخال نظرية المختبر في عوامل الإنتاج المتسقة.
أنواع وآليات التبلل
ترطيب غير تفاعلي
يحدث التبلل غير التفاعلي عندما يتم ترسيب معدن الحشو المنصهر على الركيزة، ولكن لا تتشكل مركبات جديدة عند السطح البيني.
الخصائص الرئيسية
- شائع في الركائز المعدنية النظيفة والخالية من الأكسيد.
- يمكن أن تكون زوايا التبلل للمعادن السائلة والسبائك أقل بكثير من 90 درجة.
- يعتمد مبدأ التبلل بشكل أساسي على نظافة السطح والتوافق بين طاقات السطح.
على سبيل المثال، يعتبر ترطيب الركائز المعدنية النظيفة حديثًا أمرًا عمليًا مع المعادن المنصهرة، في حين أن الأكسدة، حتى على المستوى المجهري، قد تزيد من زاوية التبلل بشكل كبير.
يؤكد ذلك على ضرورة وجود بيئات مضبوطة وتحكم مماثل في درجة الحرارة، وفي هذا السياق، معدات اللحام التي تقدمها شركة ماكينة دودو يصبح الأمر بالغ الأهمية.
التبلل التفاعلي
إن التبلل غير التفاعلي غير كافٍ في لحام السيراميك أو الكربيدات أو المواد القائمة على الأكاسيد التي تتطلب التبلل التفاعلي.
دور العناصر النشطة
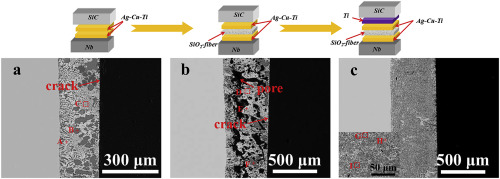
لتحفيز التفاعلات البينية، تُدمج عناصر نشطة مثل التيتانيوم (Ti) في معادن الحشو. هذه العناصر:
- كيفية التفاعل مع الركائز الخزفية.
- قم بإنشاء طبقات مركبة متصلة.
- إنتاج أسطح جديدة ذات قابلية ترطيب متزايدة بشكل ملحوظ.
يؤدي ذلك إلى انخفاض تدريجي في زاوية التبلل من زاوية ابتدائية (th0) إلى زاوية توازن نهائية (thF) أثناء عملية اللحام. يبرر هذا التغير الزمني أهمية مدة بقاء درجة حرارة اللحام عند درجة حرارة الذروة، والتي تساوي مدة بقاء درجة الحرارة عند درجة حرارة الذروة.
نوعان من اللحام وظروف التبلل
لحام الشعيرات الدموية

اللحام الشعري هو عملية تعتمد على الحركة الحرة لمعدن الحشو المنصهر بين الثقوب الصغيرة الموجودة بين المواد الأساسية.
متطلبات التبلل
- يجب أن تكون زاوية التبلل أصغر بكثير من 90 درجة.
- الترطيب القوي أمر لا بد منه
- يحدث التسرب نتيجة لقوة الخاصية الشعرية.
يعتمد معدل الاختراق على:
- لزوجة السائل
- هندسة الفجوة
- توازن الطاقة السطحية
لا يمكن إجراء اللحام الشعري بدون ترطيب كبير، حتى عندما يمكن التحكم في درجة الحرارة والضغط.
اللحام بين الطبقات
في عملية اللحام بين الطبقات، يتم وضع معدن الحشو مباشرة بين المكونات، وليس عن طريق التدفق إلى فجوة.
تفاوت زاوية التبلل
- قد يحدث اللحام حتى عندما تقترب درجة الحرارة من 90 درجة.
- من أجل الحصول على وصلات موثوقة، من المستحسن للغاية أن تكون الزاوية أقل من 45 درجة.
يعتمد النوع الأخير من الوصلات بشكل مباشر على زاوية التبلل الأصلية. ففي حالة التبلل الضعيف، ستكون هناك مناطق ربط غير متصلة، بينما في حالة التبلل الجيد، ستكون هناك طبقات متجانسة.
يُعد هذا الأمر ضروريًا بشكل خاص في أنظمة اللحام التفاعلية، حيث يمكن تقييد الانتشار بواسطة معدلات التفاعل بين الأسطح.
أمثلة على التطبيقات العملية كعلاقة بين التبلل وقابلية اللحام.

لحام الفولاذ المقاوم للصدأ باستخدام حشو يوتكتيكي من النحاس والفضة.
عند استخدام مواد حشو يوتكتيكية من النحاس والفضة غير متفاعلة أو ضعيفة التفاعل في لحام الفولاذ المقاوم للصدأ:
- يُعد تحضير السطح أمراً بالغ الأهمية في عملية التبلل.
- تساهم طبقات الأكاسيد بشكل كبير في تقليل التبلل.
- اللحام بالنحاس الذي يتم التحكم فيه أمر ضروري.
في هذه الحالة، يمكن استخدام تجارب التبلل لتحديد درجات الحرارة المقبولة وأوقات الاحتفاظ.
لحام كربيد السيليكون باستخدام حشوات من سبائك السيليكون المعدنية.
يحتاج كربيد السيليكون إلى معادن مالئة يمكنها التفاعل مع بنيته التساهمية:
- يتم تعزيز التفاعل بين التبلل بواسطة الكيمياء.
- يعتمد اتجاه الانتشار على تركيب السبيكة.
- قد يؤدي رد الفعل المفرط إلى تقليل موثوقية المفاصل.
يُعد اختبار القطرة الساكنة أمراً ضرورياً للتحكم في التبلل والتفاعل.
لحام الألومينا باستخدام معادن الحشو التفاعلية CuAgTi.
لحام السيراميك الألومينا:
- يُسهّل التيتانيوم عملية الترابط والترطيب.
- عند السطح الفاصل، تتشكل طبقة تفاعل.
- عملية التبلل لا تحدث على الفور.
ومع ذلك، فإن معدلات الانتشار في الأنظمة التفاعلية عادة ما تكون محدودة، واللحام بين الطبقات هو المنهجية المؤكدة.
أهمية التبلل في صناعات اللحام
لا يُعدّ التبلل ظاهرة ثانوية، بل هو الآلية الأساسية لتكوين وصلات اللحام. ولا تستطيع درجات الحرارة المرتفعة والدورات الطويلة إخفاء ضعف التبلل، بل تؤدي إلى:
- المفاصل الضعيفة
- ترابط غير مكتمل
- زيادة معدلات الخردة
- عمر خدمة أقصر
في التطبيقات الصناعية التي يتم فيها تشغيل أفران آلة دودو عن طريق اللحام بالنحاس، تتمثل إحدى النتائج المفيدة في إمكانية معرفة التبلل، مما يعني ما يلي:
- اختيار أفضل لمعدن الحشو.
- ملفات تعريف التدفئة المُحسّنة
- الإنتاج الضخم على نطاق واسع
- جودة دفعات متواصلة.
في اللحام بالنحاس المعاصر، يُعد التحكم في سلوك التبلل هو الفرق بين النظرية والصناعة.
الأسئلة الشائعة
1. ما هي زاوية التبلل اللازمة للحام الصناعي الموثوق؟
لا يُشير سوى زاوية ترطيب أقل من 90 درجة إلى ترطيب أساسي، وهو ما لا يكفي لضمان الموثوقية الصناعية. في الواقع، يتحقق تكوين وصلة مستقرة عند زوايا أقل من 45 درجة. بينما قد يتحمل اللحام بين الطبقات زوايا أعلى نوعًا ما مع إدارة المخاطر، فإن اللحام الشعري يحتاج إلى زوايا أقل لضمان تغلغل الحشو بشكل كامل.
2. حتى مع أن معدن الحشو يبلل السطح من الناحية الفنية، فلماذا لا يزال اللحام بالنحاس يفشل؟
نظراً لطبيعة التبلل الديناميكية، قد لا تصل زاوية التبلل إلى قيمة منخفضة ثابتة طوال دورة اللحام بسبب أكسدة السطح، أو عدم استقرار الجو المحيط، أو عدم كفاية مدة التثبيت، أو التسخين غير المتساوي. لذا، يُعد الحفاظ على ظروف التبلل المثالية أثناء الانصهار والانتشار أمراً بالغ الأهمية لنجاح عمليات اللحام الصناعية.
3. لماذا يعتبر التبلل أكثر أهمية في اللحام الشعري منه في اللحام بين الطبقات؟
لسحب الحشو المنصهر إلى المساحات الصغيرة، تعتمد عملية اللحام الشعري كلياً على قوى الخاصية الشعرية. ويتطلب ذلك ترطيباً جيداً لضمان فعالية هذه القوى. أما الترطيب غير الكافي فيمنع تدفق معدن الحشو، مما يؤدي إلى عيوب داخلية ووصلات غير مكتملة. ولأن الحشو يُطبق فقط عند سطح الوصلة، فإن عملية اللحام بين الطبقات أقل حساسية.
4. كيف يتم تحسين عملية اللحام بين السيراميك والمعادن عن طريق التبلل التفاعلي؟
تُنشأ طبقة مركبة جديدة عبر التبلل التفاعلي، الذي يُدخل مكونات فعالة تتفاعل كيميائيًا مع أسطح السيراميك. ويُمكن تحقيق ترابط قوي بفضل قابلية التبلل المُحسّنة لهذه الطبقة، مما يؤدي إلى انخفاض زاوية التبلل تدريجيًا. ومع ذلك، وللوقاية من هشاشة الأطوار البينية، يُعد التحكم في معدل التفاعل أمرًا بالغ الأهمية.
5. ما هي أهمية التحكم في التبلل في عمليات اللحام الصناعية على نطاق واسع؟
قد تؤدي التغيرات الطفيفة في سلوك التبلل إلى اختلافات ملحوظة في جودة الوصلات في الإنتاج الضخم. وتزداد معدلات الخردة وإعادة العمل وتفاوت الأداء بسبب عدم كفاية التبلل. عند استخدام المواد الصناعية معدات اللحام على غرار أنظمة Dodo Machine، يسمح التبلل المستقر بهندسة وصلات قابلة للتكرار، وقوة ميكانيكية موحدة، وإنتاج موثوق به.



