









Perché la bagnatura è alla base della brasatura.
Nella tecnologia della brasatura, l'affidabilità del giunto non inizia con la temperatura del forno o con la selezione dei materiali d'apporto, bensì con l'interfaccia. L'integrità del giunto dipende direttamente dalla capacità del metallo d'apporto fuso di fluire, aderire e legarsi al materiale di base solido. Il principio scientifico alla base della brasabilità risiede nella bagnabilità e nell'adesione che controllano questo tipo di comportamento.
Quando si utilizzano apparecchiature per brasatura in atmosfera controllata e sottovuoto come quelle prodotte da Macchina Dodo, Nell'ambito della brasatura industriale, il comportamento di bagnatura è fondamentale per la scelta dei materiali d'apporto, l'ottimizzazione della finestra di processo e l'uniformità della qualità di produzione. Una bagnatura inadeguata causa giunzioni non rifinite, la formazione di vuoti e guasti meccanici, a prescindere dalla sofisticatezza del sistema di riscaldamento.
Teoria della bagnabilità e dell'adesione, principi fondamentali.
L'angolo di bagnatura come indicatore principale.
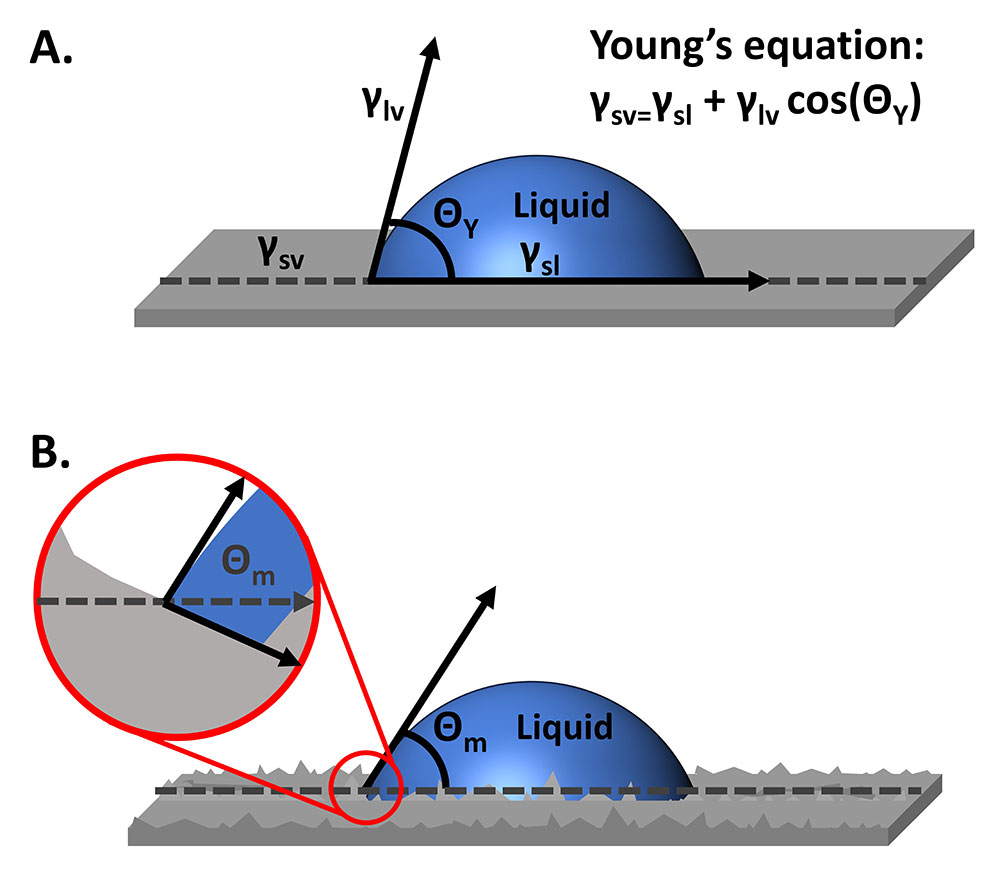
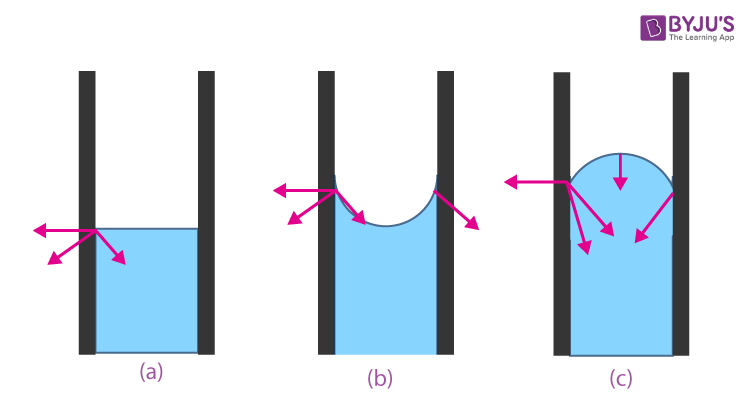
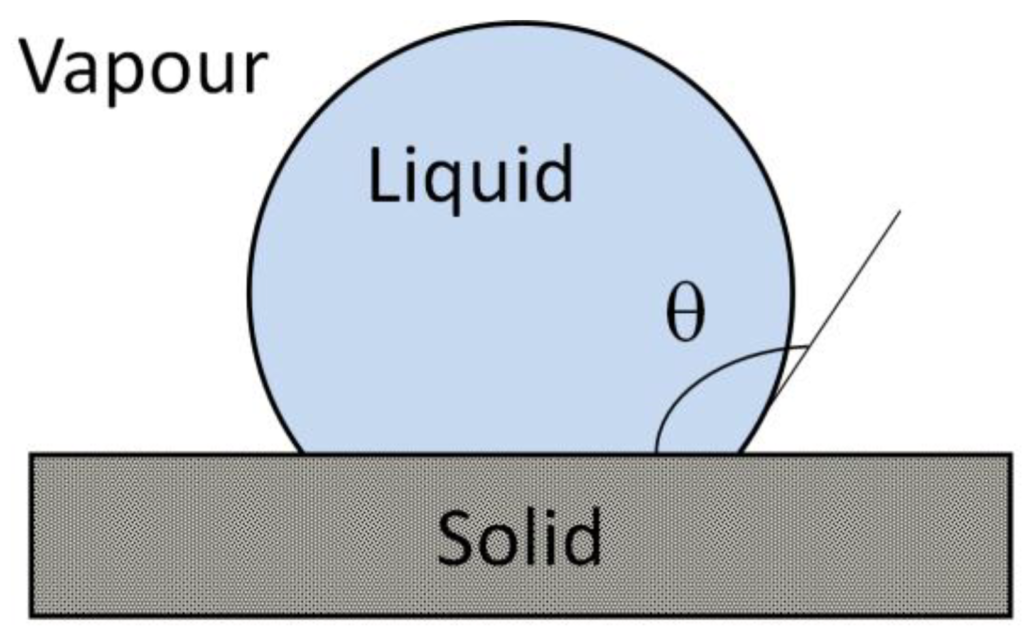
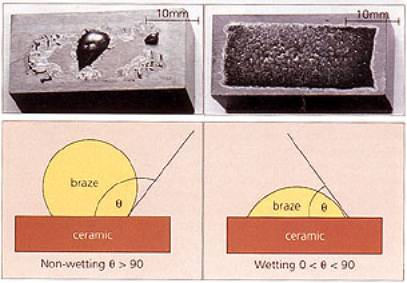
L'angolo di bagnatura (θ) tra un substrato solido e un metallo di riempimento liquido è il criterio più comunemente utilizzato per valutare la bagnabilità. Convenzionalmente:
θ < 90° – Si verifica la bagnatura
θ ≪ 90° - Ottima bagnabilità, ideale per la brasatura.
θ → 90° - bagnabilità marginale, bassa affidabilità.
Ma limitare la valutazione della brasatura a un semplice requisito θ < 90° non è applicabile all'industria. La brasabilità pratica è una cosa, ovvero se si verifica o meno la bagnatura; un'altra cosa è la velocità, la stabilità e il grado di legame chimico dell'interfaccia.
Trovare un equilibrio tra forze adesive e coesive.
Il risultato di un equilibrio tra: è l'angolo di bagnatura.
- Forza adesiva (Wa) del riempitivo liquido metallico su materiale di base solido.
- Forza di coesione, simboleggiata dall'energia superficiale del liquido (σLV).
Quando le forze di adesione sono più forti delle forze di coesione, si ottiene una buona bagnabilità. Questa condizione si raggiunge normalmente nei sistemi metallici solo dopo che si sono stabiliti forti legami chimici interfacciali durante la brasatura, ad esempio tramite legami metallici o compositi.
È difficile ottenere in modo affidabile la bagnatura dei giunti strutturali tramite il solo contatto fisico, anche in assenza di reazione interfacciale.
Reazioni interfacciali e il loro contributo alla bagnatura
Nei sistemi di brasatura reali, la bagnatura non è quasi mai statica. Non appena il materiale d'apporto fuso entra in contatto con il substrato, le reazioni interfacciali iniziano immediatamente. Queste reazioni:
- Modificare la chimica della superficie
- Ridurre l'energia interfacciale
- Consentire la formazione di strati di reazione.
- Migliorare il comportamento di diffusione nel tempo.
Per questo motivo l'angolo di bagnatura non deve essere considerato un valore assoluto, da misurare in un preciso istante.
Valutazione sperimentale della bagnabilità: la goccia sessile
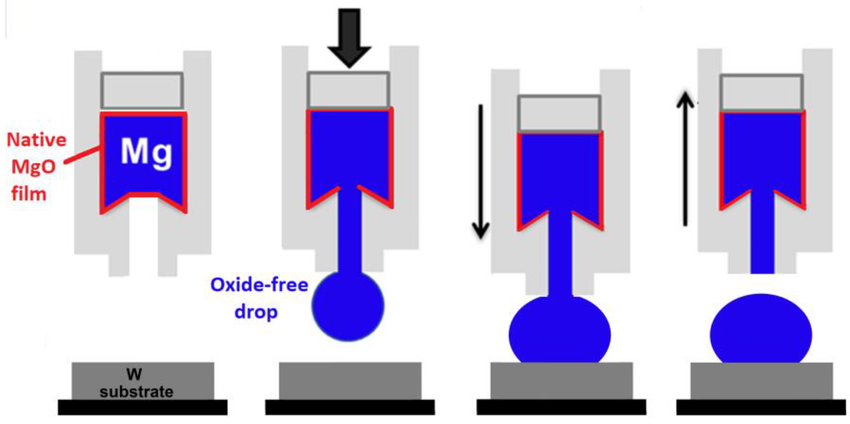
Il metodo sperimentale più comune per lo studio e lo sviluppo industriale della brasatura è il metodo della goccia sessile, utilizzato per analizzare il comportamento di bagnatura ad alta temperatura.
Perché il metodo della goccia sessile è così importante?
Questa tecnica prevede l'applicazione di una piccola quantità di metallo di riempimento solido su un materiale piano e il suo riscaldamento fino alla fusione. Dalla forma della goccia fusa, gli ingegneri sono in grado di misurare:
- Angolo di bagnatura iniziale (θ₀)
- Comportamento in relazione al tempo: Bagnatura.
- Angolo di bagnatura dell'ultimo stadio (θF)
- Cinetica di diffusione
Questi risultati possono fornire una guida fondamentale per:
- Occorre scegliere composizioni di metallo d'apporto.
- Impostazione del profilo di temperatura di brasatura.
- Identificazione del tempo di mantenimento alla temperatura massima.
- Selezione dell'atmosfera di brasatura (gas inerte o vuoto)
I dati delle gocce sessili possono essere utilizzati in contesti industriali con Macchina Dodo sistemi di brasatura per introdurre la teoria di laboratorio in fattori di produzione consistenti.
Tipi e meccanismi di bagnatura
Bagnabilità non reattiva
La bagnatura non reattiva si verifica quando il metallo d'apporto fuso viene depositato sul substrato, ma non si formano nuovi composti all'interfaccia.
Caratteristiche principali
- Comune su substrati metallici puliti e privi di ossido.
- Gli angoli di bagnatura dei metalli e delle leghe liquide possono essere molto inferiori a 90°.
- Il principio di bagnabilità dipende principalmente dalla pulizia della superficie e dalla compatibilità tra le energie superficiali.
A titolo esemplificativo, la bagnatura di substrati metallici appena puliti è praticabile con metalli fusi, mentre l'ossidazione, anche a livello microscopico, può aumentare drasticamente l'angolo di bagnatura.
Sottolinea la necessità di avere atmosfere controllate e un controllo della temperatura analogo, e in questo contesto, le attrezzature per brasatura offerte da Macchina Dodo diventa molto critico.
Bagnabilità reattiva
La bagnatura non reattiva è inadeguata nella brasatura di materiali ceramici, carburi o ossidi che richiedono una bagnatura reattiva.
Ruolo degli elementi attivi
Per stimolare le reazioni interfacciali, elementi attivi come il titanio (Ti) vengono incorporati nei metalli di riempimento. Questi elementi:
- Come reagire con i substrati ceramici.
- Creare strati composti continui.
- Creare nuove superfici con una bagnabilità notevolmente superiore.
Ciò comporta la graduale riduzione dell'angolo di bagnatura da un angolo iniziale (th0) a un angolo di equilibrio finale (thF) durante il processo di brasatura. Questo comportamento dipendente dal tempo giustifica l'importanza del tempo di permanenza alla temperatura di brasatura, che è esattamente uguale a quello della temperatura di picco.
Due tipi di brasatura e condizioni di bagnatura
Brasatura capillare

La brasatura capillare è un processo che si basa sul libero movimento del metallo d'apporto fuso tra i piccoli fori presenti tra i materiali di base.
Requisiti di bagnatura
- L'angolo di bagnatura dovrebbe essere significativamente inferiore a 90 gradi.
- È indispensabile bagnare bene
- L'infiltrazione avviene per effetto della forza capillare.
La frequenza delle intrusioni dipende da:
- Viscosità del liquido
- Geometria dello spazio vuoto
- bilancio energetico superficiale
La brasatura capillare non è possibile senza un'elevata bagnatura, anche quando è possibile controllare temperatura e pressione.
Brasatura interstrato
Nella brasatura interstrato, il metallo d'apporto viene inserito direttamente tra i componenti, anziché fluire in uno spazio vuoto.
Tolleranza dell'angolo di bagnatura
- La brasatura può avvenire anche quando la temperatura si avvicina ai 90°.
- Per ottenere giunzioni affidabili, è altamente auspicabile che l'angolo sia inferiore a 45 gradi.
L'ultimo tipo di giunzione dipende direttamente dall'angolo di bagnatura intrinseco. In caso di scarsa bagnatura, si formeranno zone di adesione discontinue, mentre con una buona bagnatura si avranno strati intermedi uniformi.
Ciò è particolarmente essenziale nei sistemi di brasatura reattiva, in cui la diffusione può essere limitata dalle velocità di reazione interrazziali.
Esempi di applicazioni pratiche come relazione tra bagnabilità e brasabilità.

Brasatura di acciaio inossidabile con legante eutettico CuAg.
Quando si utilizzano riempitivi eutettici CuAg non reattivi o debolmente reattivi nella brasatura dell'acciaio inossidabile:
- La preparazione della superficie è fondamentale per la bagnatura.
- Gli strati di ossidi contribuiscono notevolmente alla diminuzione della bagnabilità.
- È necessaria una brasatura controllata.
In questo caso, gli esperimenti di bagnatura possono essere utilizzati per determinare temperature e tempi di mantenimento accettabili.
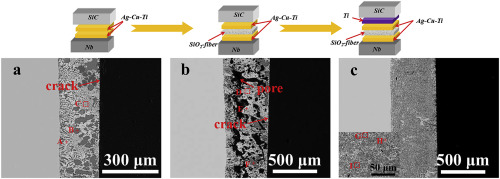
Brasatura del SiC con materiali d'apporto in lega metallo-silicio.
Il carburo di silicio necessita di metalli di riempimento in grado di reagire con la sua struttura covalente:
- L'interazione tra la bagnabilità è potenziata dalla chimica.
- La direzione di diffusione dipende dalla composizione della lega.
- Una reazione eccessiva può ridurre l'affidabilità delle articolazioni.
Il test della goccia sessile è essenziale per il controllo della bagnabilità e della reazione.
Brasatura dell'allumina utilizzando metalli d'apporto reattivi CuAgTi.
Brasatura di ceramiche di allumina:
- Il titanio facilita l'adesione e la bagnabilità.
- All'interfaccia si forma uno strato di reazione.
- Il processo di bagnatura non avviene immediatamente.
Tuttavia, le velocità di propagazione nei sistemi reattivi sono generalmente limitate e la brasatura interstrato rappresenta la metodologia più sicura.
L'importanza della bagnatura nell'industria della brasatura
La bagnatura non è un fenomeno conseguente, bensì il meccanismo dominante nella formazione delle giunzioni brasate. Temperature più elevate e cicli più lunghi non sono in grado di mascherare una scarsa bagnatura. Al contrario, essa porta a:
- Articolazioni deboli
- Legame incompleto
- Aumento dei tassi di rottamazione
- Durata di servizio ridotta
Nelle applicazioni industriali in cui i forni Dodo Machine funzionano tramite brasatura, un risultato utile è che è possibile conoscere la bagnabilità, il che significa che:
- Scelta più oculata del materiale d'apporto.
- Profili di riscaldamento ottimizzati
- Produzione di massa su larga scala
- Qualità del lotto ininterrotta.
Nella brasatura moderna, il controllo del comportamento di bagnatura rappresenta la differenza tra teoria e industria.
Domande frequenti
1. Per una brasatura industriale affidabile, qual è l'angolo di bagnatura necessario?
Un angolo di bagnatura inferiore a 90° indica solo una bagnatura di base, insufficiente per l'affidabilità industriale. In realtà, la formazione di un giunto stabile si ottiene con angoli inferiori a 45°. Mentre la brasatura interstrato può sopportare angoli leggermente superiori con un rischio controllato, la brasatura capillare richiede angoli ancora più bassi per garantire la completa infiltrazione del materiale d'apporto.
2. Anche se il materiale d'apporto bagna tecnicamente la superficie, perché la brasatura fallisce comunque?
A causa della natura dinamica della bagnatura, l'angolo di bagnatura potrebbe non raggiungere un valore basso e stabile durante l'intero ciclo di brasatura a causa dell'ossidazione superficiale, di una gestione instabile dell'atmosfera, di un tempo di mantenimento insufficiente o di un riscaldamento non uniforme. Mantenere condizioni di bagnatura ideali durante la fusione e la diffusione è essenziale per la buona riuscita della brasatura industriale.
3. Perché la bagnatura è più importante per la brasatura capillare che per la brasatura interstrato?
Per far penetrare il materiale d'apporto fuso in spazi ristretti, la brasatura capillare si basa esclusivamente sulle forze capillari. Una forte bagnatura è necessaria affinché queste forze siano efficaci. Una bagnatura insufficiente impedirà al materiale d'apporto di fluire, causando difetti interni e giunzioni incomplete. Poiché il materiale d'apporto viene applicato proprio all'interfaccia della giunzione, la brasatura interstrato è meno sensibile.
4. In che modo la brasatura ceramica-metallo viene migliorata dalla bagnatura reattiva?
Attraverso la bagnatura reattiva si crea un nuovo strato di composto, che introduce ingredienti attivi i quali reagiscono chimicamente con le superfici ceramiche. La maggiore bagnabilità di questo strato, che provoca una graduale diminuzione dell'angolo di bagnatura, consente di ottenere un forte legame. Tuttavia, per evitare la formazione di fasi interfacciali fragili, è essenziale controllare la velocità di reazione.
5. Perché il controllo della bagnatura è cruciale per la brasatura industriale su larga scala?
Piccole variazioni nel comportamento di bagnatura possono comportare notevoli variazioni nella qualità delle giunzioni nella produzione di massa. I tassi di scarto, le rilavorazioni e la variabilità delle prestazioni sono tutti aumentati da una bagnatura inadeguata. Quando si utilizza la tecnologia industriale attrezzature per brasatura Analogamente ai sistemi Dodo Machine, la bagnatura stabile consente di ottenere una geometria di giunzione riproducibile, una resistenza meccanica uniforme e una produzione affidabile.



