









なぜ濡れ性がろう付けの基礎となるのか。.
ろう付け技術において、接合部の信頼性は炉の温度や溶加材の選択から始まるのではなく、接合界面から始まります。接合部の健全性は、溶融した溶加材が固体母材に流れ込み、付着し、結合する能力に直接依存します。ろう付け性の科学的根拠は、こうした挙動を制御する濡れ性と接着性にあります。.
制御雰囲気および真空ろう付け装置を使用する場合、 ドードーマシン, 工業用ろう付けにおいては、濡れ性は溶加材の選定、プロセスウィンドウの最適化、そして均一な生産品質の確保において極めて重要です。加熱システムの高度な機能に関わらず、濡れ性が不十分だと、接合部の未完成、空隙の発生、そして機械的な破損につながります。.
濡れと付着の理論、基礎。.
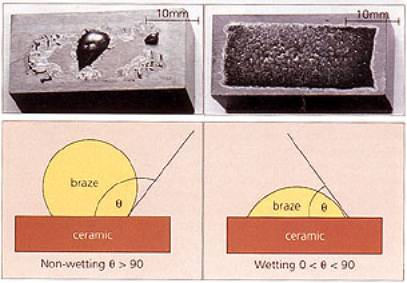
濡れ角が主要な指標となる。.
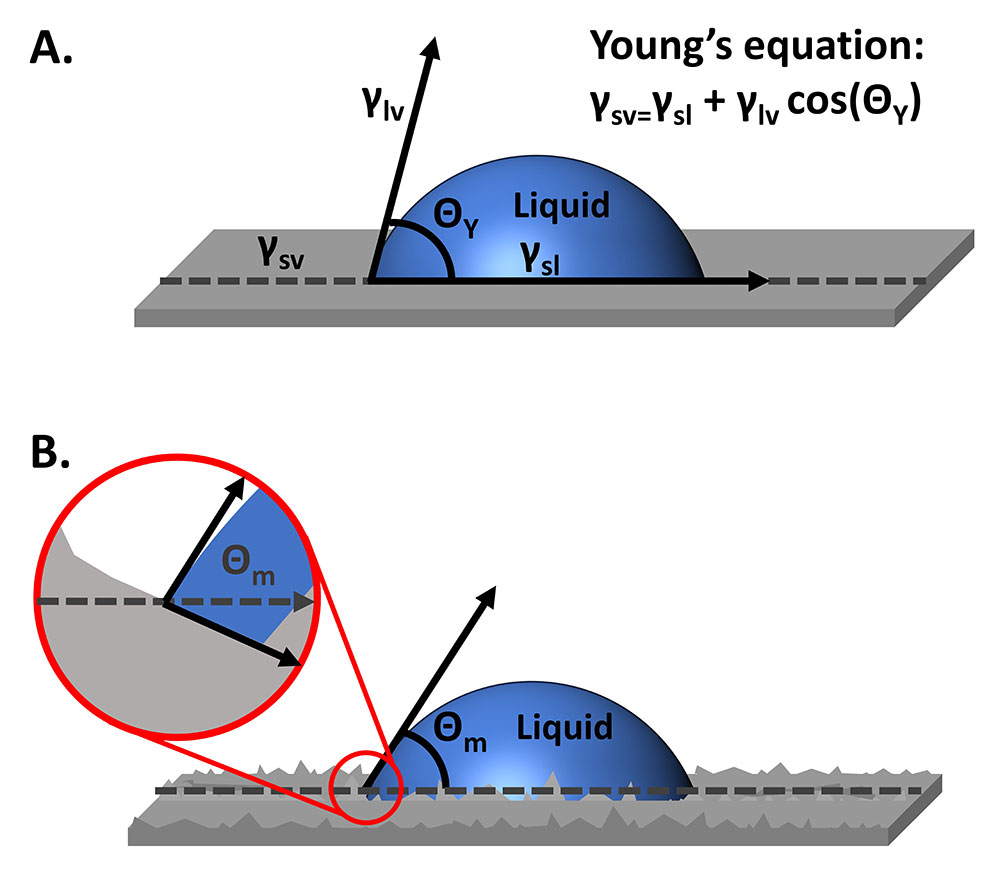
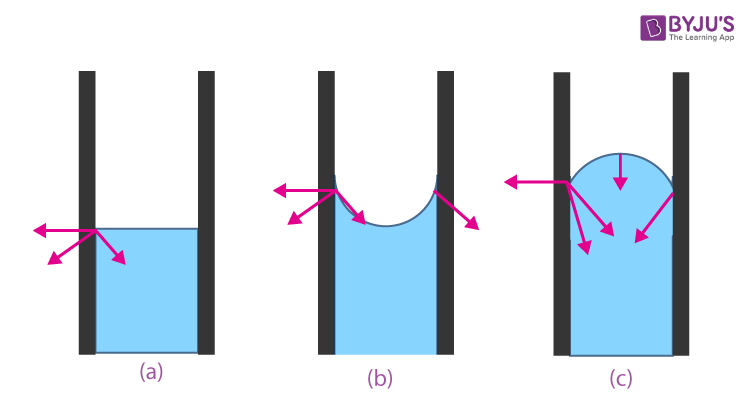
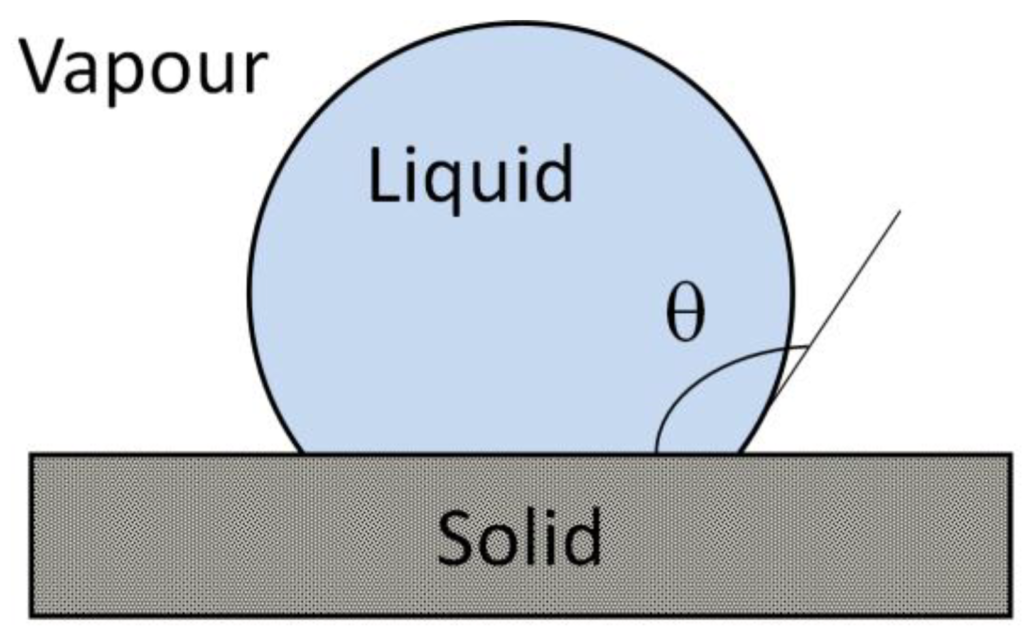
固体基板と液体充填金属との間の濡れ角(θ)は、濡れ性を評価するための最も一般的な基準です。従来は、
θ < 90° – 濡れが発生する
θ ≪ 90° - 濡れ性が非常に良く、ろう付けに適しています。.
θ → 90° - 濡れ性が悪く、信頼性が低い。.
しかし、ろう付けの評価を単にθ<90°という要件だけに限定することは、産業界には適用できません。実用的なろう付け性とは、濡れ性があるかどうかという点と、界面がどれだけ迅速に、どれだけ安定して、どれだけ化学的に結合しているかという点とは全く別の問題です。.
接着力と凝集力のバランスを取る。.
以下の要素のバランスの結果が濡れ角です。.
- 液体充填金属の固体基材に対する接着力(Wa)。.
- 凝集力は、液体の表面エネルギー(σLV)によって象徴される。.
付着力が凝集力よりも強い場合、良好な濡れ性が得られます。この状態は、金属系では通常、ろう付け中に金属結合や化合物結合などの強力な界面化学結合が確立された後にのみ達成されます。.
界面反応がない場合でも、純粋な物理的接触だけでは、構造接合部の濡れ性を確実に実現することはほとんど不可能である。.
界面反応とその濡れ性への寄与
実際のろう付けシステムにおける濡れ性は、ほとんど静止状態ではありません。溶融したろう材が基材に接触するとすぐに、界面反応が始まります。これらの反応は次のとおりです。
- 表面化学を変化させる
- 界面エネルギーを低減する
- 反応の層が形成されることを可能にする。.
- 時間の経過とともに拡散する挙動を強化する。.
そのため、濡れ角は絶対値として捉えるべきではなく、ある瞬間に測定するべき値として考えるべきではないのです。.
濡れ現象の実験的評価:静滴
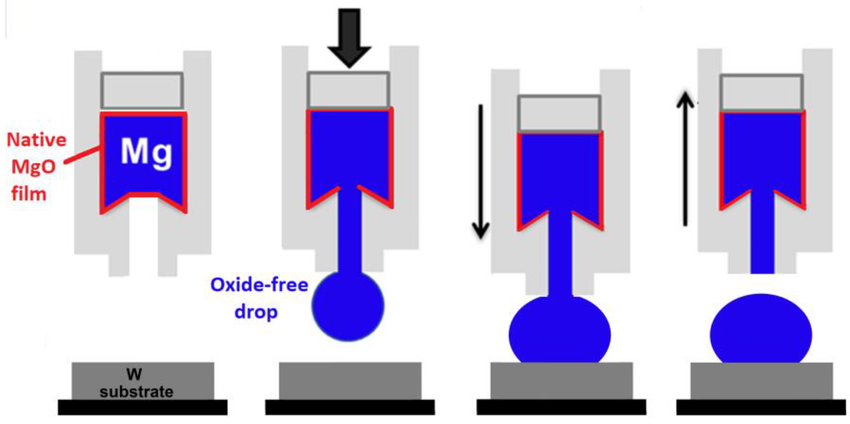
ろう付けの研究および工業開発において最も一般的な実験方法は、高温濡れ挙動の研究における静滴法である。.
静滴法が重要な理由とは?
この技術では、小さな固体の溶加材を平らな材料に塗布し、金属が溶けるまで加熱します。溶融した液滴の形状から、技術者は以下のことを測定できます。
- 初期濡れ角(θ₀)
- 時間経過に伴う挙動:濡れ。.
- 最終段階の濡れ角(θF)
- 拡散速度論
これらの知見は、以下の点において重要な指針となり得る。
- 溶加材の組成を選択する必要があります。.
- ろう付け温度プロファイルの設定。.
- 最高温度での保持時間を特定する。.
- ろう付け雰囲気の選択(不活性ガスまたは真空)
静滴データは、産業環境で使用できます。 ドードーマシン ろう付けシステムを用いて、実験室の理論を安定した生産要素に導入する。.
濡れの種類とメカニズム
非反応性濡れ性
非反応性濡れは、溶融した充填金属が基板上に堆積される際に発生するが、界面には新たな化合物は形成されない。.
主な特徴
- 清浄で酸化物のない金属基板によく見られる。.
- 液体金属や合金の濡れ角は、90°よりもはるかに小さい場合がある。.
- 濡れの原理は、主に表面の清浄度と表面エネルギーの適合性に依存する。.
例えば、洗浄したばかりの金属基板は溶融金属で濡れやすいが、酸化は微視的なレベルであっても濡れ角を劇的に増加させる可能性がある。.
これは、制御された雰囲気と類似の温度制御の必要性を強調しており、この文脈では、 ドードーマシン 非常に深刻な事態になる。.
反応性濡れ性
反応性濡れが必要なセラミックス、炭化物、または酸化物系材料のろう付けにおいては、非反応性濡れでは不十分である。.
活性元素の役割
界面反応を促進するために、チタン(Ti)などの活性元素が充填金属に添加されます。これらの元素は次のとおりです。
- セラミック基板との反応方法。.
- 連続した複合レイヤーを作成する。.
- 濡れ性が大幅に向上した新たな表面を生成する。.
ろう付けが進むにつれて、初期角度(th0)から最終平衡角度(thF)へと濡れ角が徐々に減少していく。この時間依存性挙動は、ろう付け温度での保持時間の重要性を裏付けており、その保持時間は最高温度の保持時間と等しい。.
2種類のろう付け条件と濡れ条件
毛細管ろう付け

毛細管ろう付けは、母材間の小さな穴の間を溶融したろう材が自由に移動することを利用したプロセスである。.
湿潤要件
- 接触角は90度よりもかなり小さい必要がある。.
- 十分な湿潤が必須です
- 浸透は毛細管現象によって起こる。.
侵入率は以下の要因によって決まります。
- 液体の粘度
- ギャップ形状
- 表面エネルギー収支
温度や圧力を制御できたとしても、十分な濡れ性がなければ毛細管ろう付けは不可能である。.
層間ろう付け
層間ろう付けでは、ろう材は隙間に流れ込むのではなく、部品の間に直接注入されます。.
濡れ角許容値
- ろう付けは、温度が90度近くまで上昇した場合でも発生する可能性があります。.
- 信頼性の高い接合部を得るためには、角度が45度未満であることが非常に望ましい。.
最後のタイプの接合部は、固有の濡れ角に直接依存します。濡れ性が悪い場合は、不連続な接合領域が生じますが、濡れ性が良い場合は、均一な層間が形成されます。.
これは、反応性ろう付けシステムにおいて特に重要であり、ろう付けの広がりは異種反応速度によって制限される可能性がある。.
濡れ性とろう付け性の関係を例として挙げる、実用的な応用例。.

CuAg共晶フィラーを用いたステンレス鋼のろう付け。.
ステンレス鋼のろう付けに非反応性または弱反応性のCuAg共晶フィラーを使用する場合:
- 表面処理は濡れ性において非常に重要です。.
- 酸化物層は、濡れ性の低下に大きく寄与する。.
- 制御されたろう付けが必要である。.
この場合、濡れ実験を用いて、許容温度と保持時間を決定することができる。.
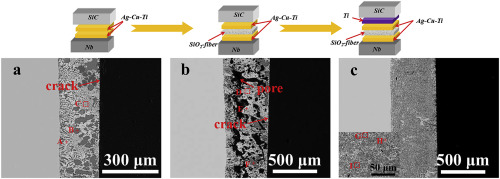
金属-シリコン合金フィラーを用いたSiCのろう付け。.
炭化ケイ素は、その共有結合構造と反応できる充填金属を必要とする。
- 濡れ現象間の相互作用は化学反応によって促進される。.
- 拡散方向は合金の組成に依存する。.
- 過剰反応は関節の信頼性を低下させる可能性がある。.
静滴試験は、濡れ性や反応性を制御するために不可欠である。.
反応性CuAgTiフィラーメタルを用いたアルミナのろう付け。.
アルミナセラミックスのろう付け:
- チタンは接着性と濡れ性を向上させる。.
- 界面には反応層が形成される。.
- 濡れる過程はすぐには起こらない。.
しかしながら、反応系における拡散速度は通常制限されるため、層間ろう付けが確実な方法である。.
ろう付け産業における濡れ性の重要性
濡れは結果的な現象ではなく、ろう付け接合部の形成を支配するメカニズムです。高温や長時間のサイクルでは濡れ不良を補うことはできません。むしろ、以下のような結果につながります。
- 関節が弱い
- 不完全な結合
- スクラップ率の上昇
- 耐用年数の短縮
Dodo Machine社の炉がろう付けによって稼働する産業用途では、濡れ性を把握できるという有用な結果が得られます。これはつまり、次のことを意味します。
- より賢明な溶加材の選択。.
- 最適化された加熱プロファイル
- 大規模な大量生産
- 途切れることのないバッチ品質。.
現代のろう付けにおいて、濡れ挙動の制御は理論と実用を分ける重要な要素である。.
よくある質問
1. 信頼性の高い工業用ろう付けを行うには、どのくらいの濡れ角が必要ですか?
濡れ角が90°未満の場合、基本的な濡れしか得られず、工業的な信頼性には不十分です。実際には、45°未満の角度で安定した接合部が形成されます。層間ろう付けは、規制されたリスクで多少高い角度まで対応できますが、毛細管ろう付けでは、充填材の完全な浸透を保証するために、さらに低い角度が必要です。.
2. ろう材が表面を濡らしているにもかかわらず、なぜろう付けは失敗するのでしょうか?
濡れ性は動的な性質を持つため、表面酸化、不安定な雰囲気管理、不十分な保持時間、または不均一な加熱などにより、ろう付けサイクル全体を通して濡れ角が安定した低い値に達しない場合があります。溶融および拡散中に理想的な濡れ状態を維持することは、工業用ろう付けの成功に不可欠です。.
3. 毛細管ろう付けにおいて、層間ろう付けよりも濡れ性がより重要な理由はなぜですか?
毛細管ろう付けは、溶融したろう材を狭い空間に引き込むために、毛細管力のみを利用します。この力が効果的に働くためには、十分な濡れ性が必要です。濡れ性が不十分だと、ろう材の流れが妨げられ、内部欠陥や接合部の不完全さが生じます。ろう材は接合界面にのみ塗布されるため、層間ろう付けは濡れ性が低くなります。.
4. 反応性濡れによってセラミックと金属のろう付けはどのように促進されるのか?
反応性濡れによって新たな複合層が形成される。この層には、セラミック表面と化学反応を起こす活性成分が含まれている。この層の濡れ性が向上することで接触角が徐々に小さくなり、強固な結合が可能となる。しかし、脆い界面相の形成を防ぐためには、反応速度の制御が不可欠である。.
5. 大規模な工業用ろう付けにおいて、濡れ性制御が重要な理由は何ですか?
濡れ性のわずかな変化でも、大量生産における接合部の品質に顕著なばらつきが生じる可能性があります。濡れ性が不十分だと、不良率、再加工、性能のばらつきが増大します。工業用接着剤を使用する場合 ろう付け装置 Dodo Machineシステムと同様に、安定した濡れ性により、再現性のある接合部形状、均一な機械的強度、および信頼性の高い生産が可能になります。.



