









Почему увлажнение является основой пайки.
В технологии пайки надежность соединения определяется не температурой печи или выбором припоя, а поверхностью контакта. Целостность соединения напрямую зависит от способности расплавленного припоя течь, прилипать и связываться с твердым основным материалом. Научная основа паяемости – это смачивание и адгезия, которые контролируют это поведение.
При использовании оборудования для пайки в контролируемой атмосфере и вакууме, подобного тому, которое производит компания [название компании]. Додо машина, В промышленной пайке смачивание имеет решающее значение для выбора припоя, оптимизации технологического окна, а также для обеспечения равномерного качества продукции. Неправильное смачивание приводит к некачественным соединениям, образованию пустот и механическим повреждениям, независимо от сложности системы нагрева.
Теория смачивания и адгезии: основы.
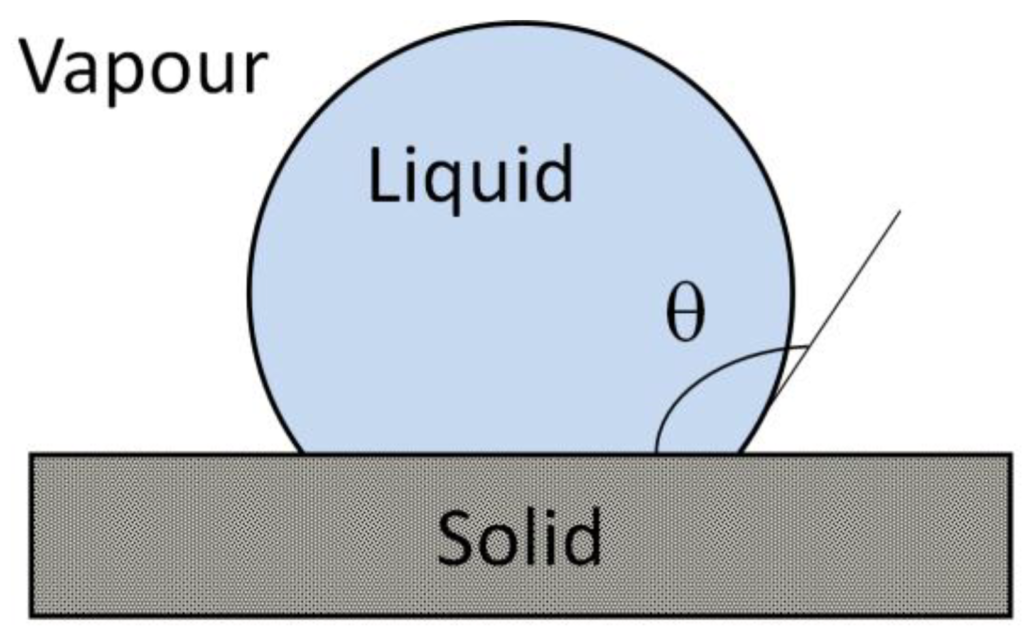
Угол смачивания как основной показатель.
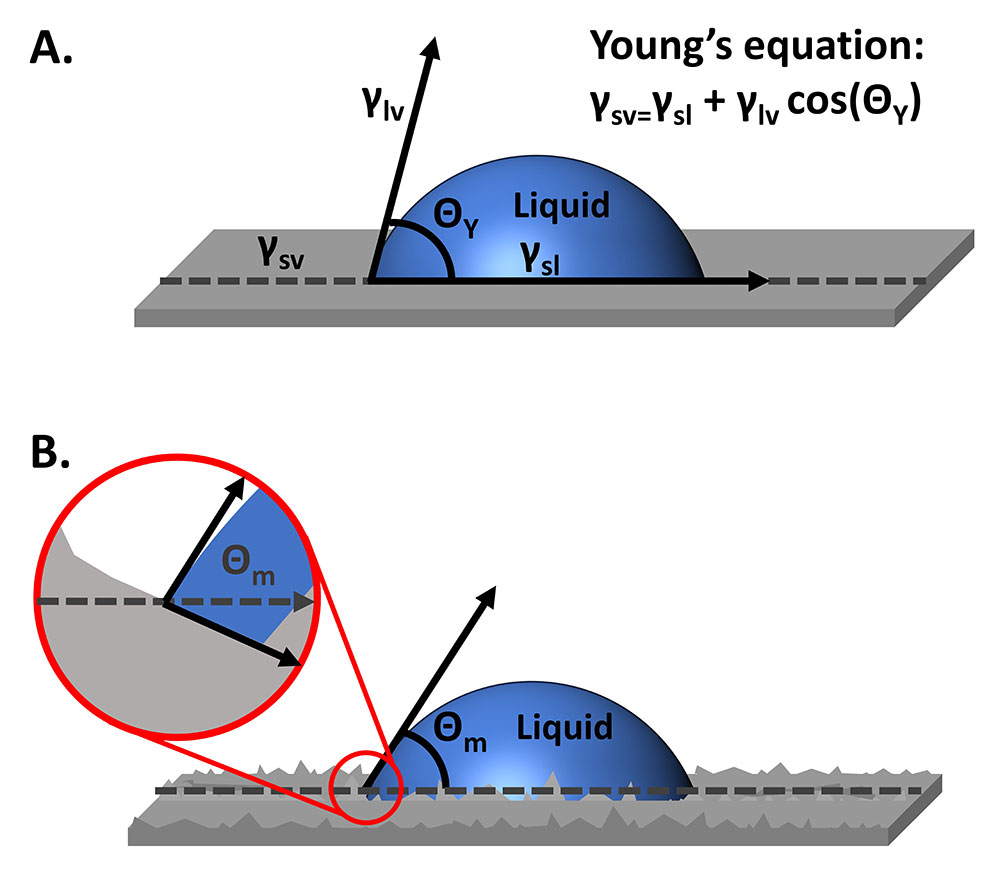
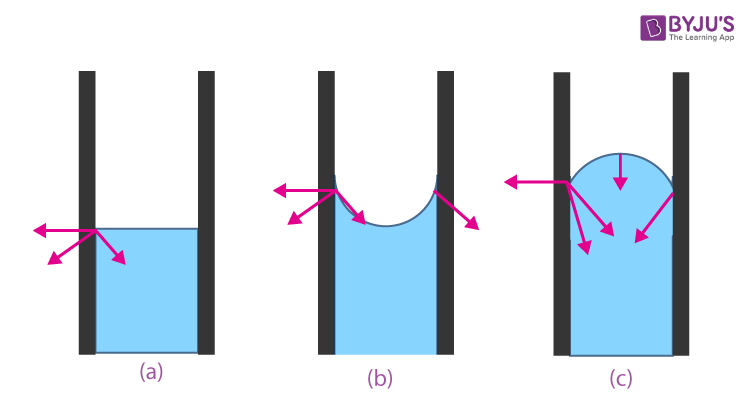
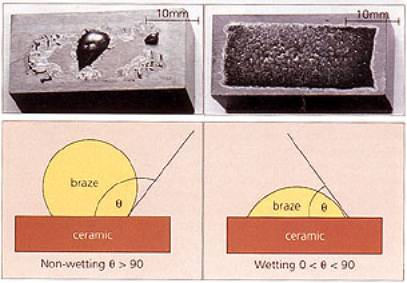
Угол смачивания (θ) между твердой подложкой и жидким припоем является наиболее часто используемым критерием оценки смачиваемости. Традиционно:
θ < 90° – происходит увлажнение
θ ≪ 90° - Отличное смачивание, хорошо подходит для пайки.
θ → 90° - недостаточное смачивание, низкая надежность.
Однако ограничивать оценку пайки лишь требованием θ < 90° нельзя применять в промышленности. Практическая паяемость — это одно: происходит ли смачивание или нет; но совсем другое — насколько быстро, насколько устойчиво и насколько прочно химически связывается поверхность раздела.
Достижение баланса между силами сцепления и когезии.
Результатом баланса между этими параметрами является угол смачивания.
- Сила сцепления (Wa) жидкого присадочного металла с твердым базовым материалом.
- Сила сцепления, символизируемая поверхностной энергией жидкости (σLV).
Когда силы адгезии превышают силы когезии, достигается хорошее смачивание. В металлических системах это состояние обычно достигается только после образования прочных межфазных химических связей в процессе пайки, например, посредством металлического или композитного соединения.
Надежного смачивания структурных соединений практически невозможно достичь путем чисто физического контакта, даже без межфазной реакции.
Межфазные реакции и их вклад в смачивание
В реальных системах пайки смачивание практически никогда не бывает стационарным. Как только расплавленный припой соприкасается с подложкой, немедленно начинаются межфазные реакции. Эти реакции:
- Изменить химический состав поверхности
- Снижение межфазной энергии
- Допустите образование слоистых реакций.
- Усилить эффект распространения с течением времени.
Именно поэтому угол смачивания не следует рассматривать как абсолютную величину, которую необходимо измерять в один конкретный момент времени.
Экспериментальная оценка смачивания: неподвижная капля
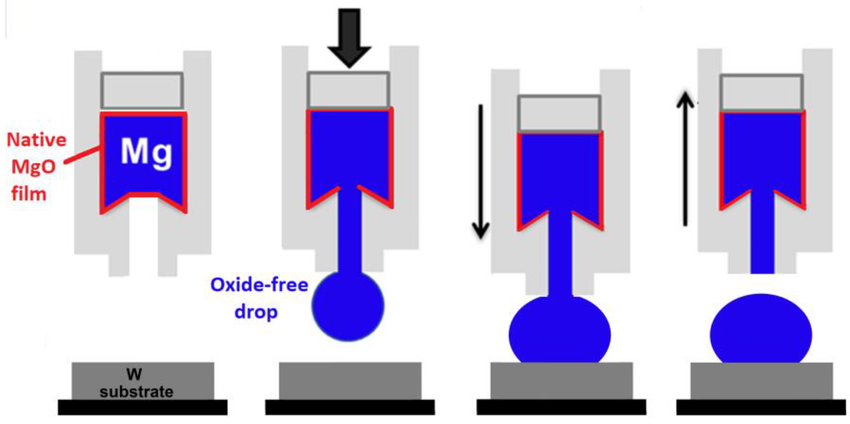
Наиболее распространенным экспериментальным методом исследования пайки и промышленного применения является метод сидячей капли при изучении поведения при смачивании при высоких температурах.
Почему метод сидячей капли так важен?
Этот метод предполагает нанесение небольшого количества твердого припоя на плоскую поверхность и его нагревание до расплавления металла. По форме расплавленной капли инженеры могут измерить:
- Начальный угол смачивания (θ₀)
- Поведение во времени: Увлажнение.
- Угол смачивания на последней стадии (θF)
- Кинетика распространения
Эти результаты могут оказать неоценимую помощь в следующих вопросах:
- Следует выбирать составы присадочных металлов.
- Настройка профиля температуры пайки.
- Определение времени выдержки при максимальной температуре.
- Выбор атмосферы пайки (инертный газ или вакуум)
Данные, полученные методом капельного осаждения, могут использоваться в промышленных условиях. Додо машина Системы пайки, позволяющие внедрить теоретические принципы лабораторных исследований в стабильные производственные процессы.
Типы и механизмы смачивания
Нереактивное смачивание
Нереактивное смачивание происходит при нанесении расплавленного припоя на подложку, но при этом на границе раздела не образуются новые соединения.
Основные характеристики
- Обычно это происходит на чистых, не содержащих оксидов металлических подложках.
- Углы смачивания жидких металлов и сплавов могут быть значительно меньше 90°.
- Принцип смачивания в первую очередь зависит от чистоты поверхности и совместимости поверхностных энергий.
В качестве примера можно привести смачивание свежеочищенных металлических подложек расплавленными металлами, тогда как окисление, даже на микроскопическом уровне, может значительно увеличить угол смачивания.
В нем подчеркивается необходимость наличия контролируемой атмосферы и аналогичного контроля температуры, и в этом контексте предлагается паяльное оборудование. Додо машина становится крайне важным.
Реактивное смачивание
Нереактивное смачивание не подходит для пайки керамики, карбидов или материалов на основе оксидов, требующих реактивного смачивания.
Роль активных элементов
Для стимуляции межфазных реакций в присадочные металлы вводят активные элементы, такие как титан (Ti). Эти элементы:
- Как взаимодействовать с керамическими подложками.
- Создавайте составные слои, которые являются непрерывными.
- Создание новых поверхностей со значительно улучшенной смачиваемостью.
Это приводит к постепенному уменьшению угла смачивания от начального угла (th0) до конечного равновесного угла (thF) в процессе пайки. Такая зависимость от времени подтверждает важность времени выдержки при температуре пайки, которое равно времени выдержки при пиковой температуре.
Два вида условий пайки и смачивания
Капиллярная пайка

Капиллярная пайка — это процесс, основанный на свободном перемещении расплавленного припоя между небольшими отверстиями в основном материале.
Требования к увлажнению
- Угол смачивания должен быть значительно меньше 90 градусов.
- Обязательным условием является интенсивное увлажнение.
- Проникновение жидкости происходит за счет капиллярных сил.
Скорость проникновения зависит от:
- вязкость жидкости
- Геометрия зазора
- Баланс поверхностной энергии
Капиллярная пайка невозможна без хорошего смачивания, даже при контролируемых температуре и давлении.
Межслойная пайка
При межслойной пайке припой наносится непосредственно между компонентами, а не заполняет зазор.
Допуск по углу смачивания
- Пайка может происходить даже при температуре, близкой к 90°.
- Для обеспечения надежного соединения крайне желательно, чтобы угол был меньше 45 градусов.
Последний тип соединения напрямую зависит от угла смачивания. В случае плохого смачивания образуются прерывистые зоны склеивания, тогда как при хорошем смачивании — равномерные межслоевые пространства.
Это особенно важно в реактивных системах пайки, в которых растекание может быть ограничено скоростями межфазных реакций.
Примеры практического применения взаимосвязи между смачиваемостью и паяемостью.

Припой эвтектической припоевой смеси CuAg для нержавеющей стали.
При использовании нереактивных или слабореактивных эвтектических присадок CuAg в пайке нержавеющей стали:
- Подготовка поверхности имеет решающее значение для смачивания.
- Слои оксидов в значительной степени способствуют снижению смачиваемости.
- Необходима контролируемая пайка.
В этом случае эксперименты по увлажнению можно использовать для определения допустимых температур и времени выдержки.
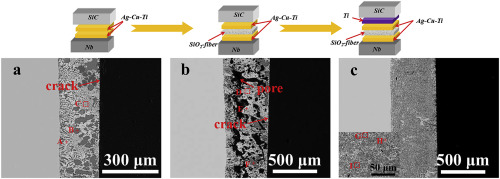
Пайка карбида кремния с использованием металло-кремниевых припоев.
Для работы с карбидом кремния необходимы примеси металлов, способные вступать в реакцию с его ковалентной структурой:
- Взаимодействие между смачивающими веществами усиливается за счет химических процессов.
- Направление диффузии зависит от состава сплава.
- Чрезмерная реакция может снизить надежность суставов.
Испытание методом сидячей капли имеет важное значение для контроля смачивания и реакции.
Пайка оксида алюминия с использованием реактивных припоев CuAgTi.
Пайка керамики из оксида алюминия:
- Титан способствует склеиванию и смачиванию.
- На границе раздела фаз образуется реакционный слой.
- Процесс увлажнения не происходит мгновенно.
Тем не менее, скорость растекания в реактивных системах обычно ограничена, и межслойная пайка является надежным методом.
Важность смачивания в паяльной промышленности
Смачивание — это не следствие, а основной механизм образования паяных соединений. Более высокие температуры и более длительные циклы не способны компенсировать плохое смачивание. Вместо этого оно приводит к:
- Слабые суставы
- Неполное склеивание
- Увеличение объемов лома
- Сокращенный срок службы
В промышленных условиях, где печи Dodo Machine работают по технологии пайки, полезным результатом является возможность определения степени смачивания, что означает следующее:
- Более разумный выбор присадочного металла.
- Оптимизированные профили нагрева
- Массовое производство в больших масштабах
- Непрерывное обеспечение качества партий.
В современной пайке контроль смачивающих свойств является тем фактором, который отличает теорию от практики.
Часто задаваемые вопросы
1. Какой угол смачивания необходим для надежной промышленной пайки?
Угол смачивания менее 90° указывает лишь на базовое смачивание, чего недостаточно для обеспечения надежности в промышленном применении. В действительности, стабильное образование соединения достигается при углах менее 45°. В то время как межслойная пайка может выдерживать несколько большие углы с регулируемым риском, капиллярная пайка требует еще меньших углов для гарантированного полного проникновения припоя.
2. Несмотря на то, что присадочный металл технически смачивает поверхность, почему пайка всё равно не получается?
В силу динамического характера смачивания, угол смачивания может не достигать стабильно низкого значения на протяжении всего цикла пайки из-за окисления поверхности, нестабильного управления атмосферой, недостаточного времени выдержки или неравномерного нагрева. Поддержание идеальных условий смачивания во время плавления и растекания имеет решающее значение для успеха промышленной пайки.
3. Почему смачивание важнее при капиллярной пайке, чем при межслойной пайке?
Для проникновения расплавленного припоя в узкие пространства капиллярная пайка основана исключительно на капиллярных силах. Для эффективности этих сил необходимо сильное смачивание. Недостаточное смачивание препятствует растеканию припоя, что приводит к внутренним дефектам и неполным соединениям. Поскольку припой наносится только на границе соединения, межслойная пайка менее чувствительна к повреждениям.
4. Каким образом реактивное смачивание улучшает пайку керамики металлу?
Новый композитный слой создается посредством реактивного смачивания, при котором вводятся активные ингредиенты, химически взаимодействующие с керамическими поверхностями. Прочная связь обеспечивается улучшенной смачиваемостью этого слоя, что приводит к постепенному уменьшению угла смачивания. Однако для предотвращения образования хрупких межфазных границ необходим контроль скорости реакции.
5. Насколько важен контроль смачивания для промышленной пайки в больших масштабах?
Небольшие изменения в смачиваемости могут привести к существенным колебаниям качества соединения при массовом производстве. Недостаточная смачиваемость увеличивает процент брака, объемы доработок и изменчивость характеристик. При использовании в промышленных условиях оборудование для пайки Как и в системах Dodo Machine, стабильное смачивание обеспечивает воспроизводимую геометрию соединения, равномерную механическую прочность и надежное производство.



