









Pourquoi le mouillage est la base du brasage.
En brasage, la fiabilité d'un joint ne dépend pas de la température du four ni du choix du métal d'apport ; elle repose avant tout sur l'interface. L'intégrité du joint est directement liée à la capacité du métal d'apport fondu à s'écouler, à se fixer et à adhérer au matériau de base solide. Le principe scientifique de la brasabilité repose sur le mouillage et l'adhérence qui régissent ce comportement.
Lors de l'utilisation d'équipements de brasage sous atmosphère contrôlée et sous vide comme ceux fabriqués par Machine à Dodo, En brasage industriel, le comportement de mouillage est crucial pour le choix du métal d'apport, l'optimisation des paramètres de procédé et l'obtention d'une qualité de production homogène. Un mouillage inadéquat entraîne des joints imparfaits, la formation de porosités et des défaillances mécaniques, quelle que soit la sophistication du système de chauffage.
Théorie du mouillage et de l'adhésion, principes fondamentaux.
L'angle de mouillage comme indicateur principal.
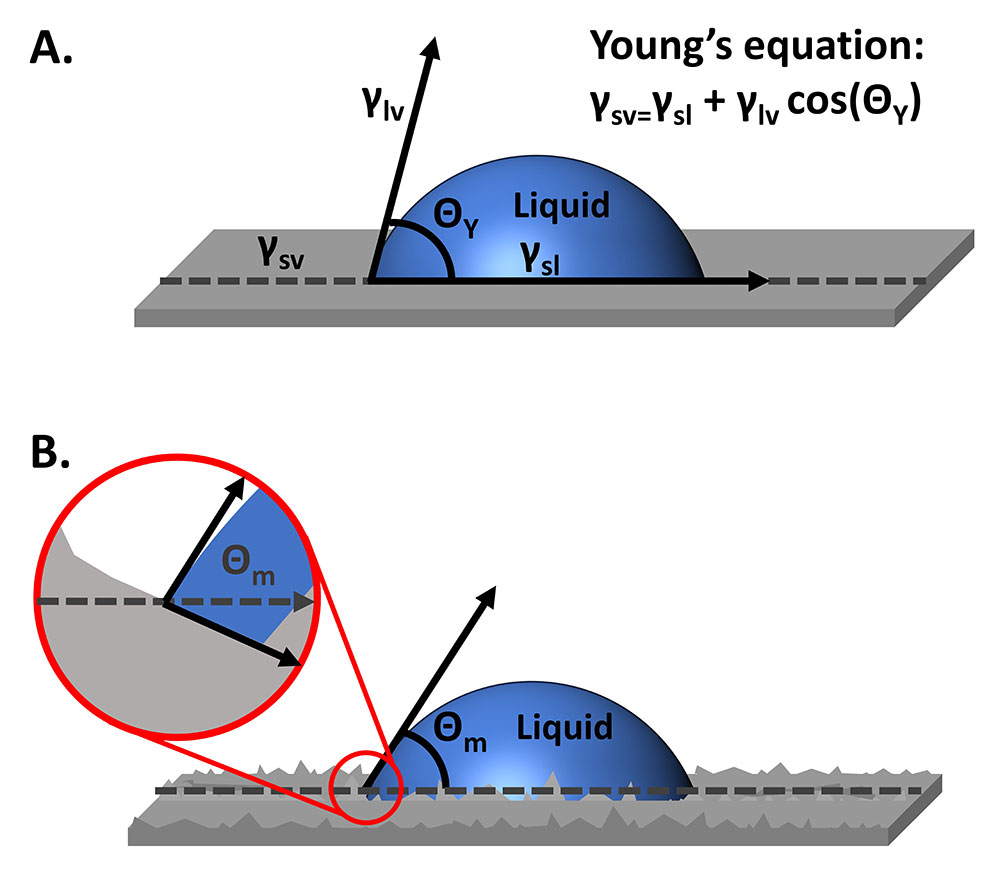
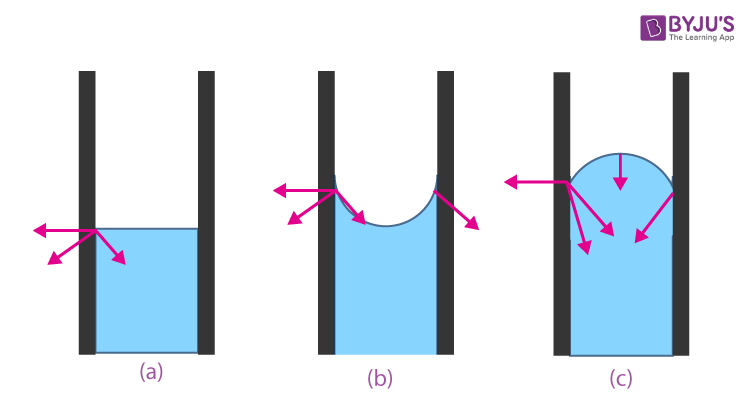
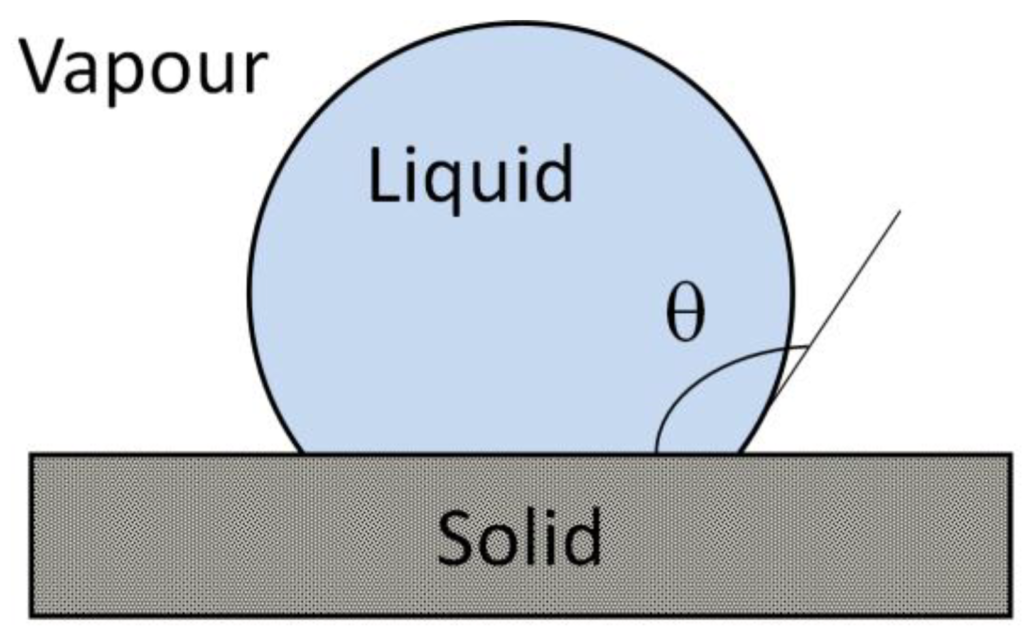
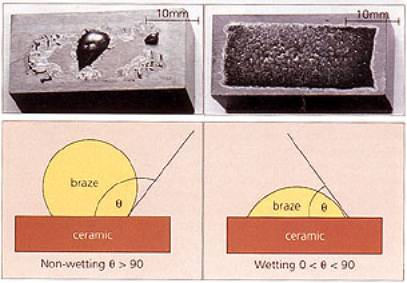
L'angle de mouillage (θ) entre un substrat solide et un métal d'apport liquide est le critère le plus couramment utilisé pour évaluer la mouillabilité. Classiquement :
θ < 90° – Le mouillage se produit
θ ≪ 90° - Excellent mouillage, bon pour le brasage.
θ → 90° - mouillage marginal, faible fiabilité.
Toutefois, limiter l'évaluation du brasage à une simple exigence d'angle θ < 90° ne peut être appliqué à l'industrie. La brasabilité pratique est une chose ; il s'agit de savoir si le mouillage a lieu ou non ; mais il en est une autre de déterminer la rapidité, la stabilité et la qualité de la liaison chimique à l'interface.
Trouver un équilibre entre les forces d'adhésion et de cohésion.
Le résultat d'un équilibre entre : est l'angle de mouillage.
- Force d'adhérence du métal de remplissage liquide (Wa) sur un matériau de base solide.
- Force de cohésion, symbolisée par l'énergie de surface du liquide (σLV).
Lorsque les forces d'adhésion sont supérieures aux forces de cohésion, on obtient un bon mouillage. Cette condition n'est généralement atteinte dans les systèmes métalliques qu'après l'établissement de liaisons chimiques interfaciales fortes lors du brasage, par exemple par collage métallique ou composite.
Il est difficile d'obtenir de manière fiable un mouillage des joints structuraux par simple contact physique, même sans réaction interfaciale.
Réactions interfaciales et leur contribution au mouillage
Dans les systèmes de brasage réels, le mouillage est rarement statique. Dès que le métal d'apport fondu entre en contact avec le substrat, des réactions interfaciales se déclenchent immédiatement. Ces réactions :
- Modifier la chimie de surface
- Réduire l'énergie interfaciale
- Laisser se mettre en place différentes couches de réaction.
- Améliorer le comportement de propagation au fil du temps.
C’est pourquoi l’angle de mouillage ne doit pas être considéré comme une valeur absolue, qui doit être mesurée à un instant précis.
Évaluation expérimentale du mouillage : la goutte sessile
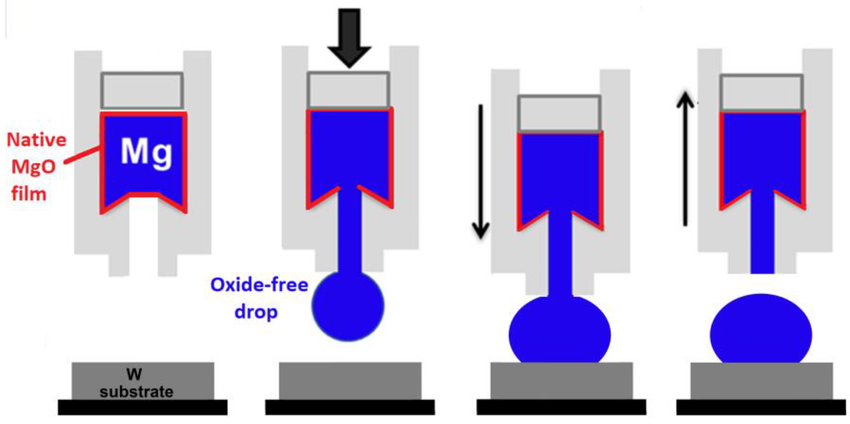
La méthode expérimentale la plus courante pour l'étude du brasage et le développement industriel est la méthode de la goutte sessile dans l'étude du comportement de mouillage à haute température.
Pourquoi la méthode de la goutte sessile est-elle si cruciale ?
Cette technique consiste à appliquer une petite quantité de métal d'apport solide sur un matériau plat et à le chauffer jusqu'à fusion. La forme de la goutte fondue permet aux ingénieurs de mesurer :
- Angle de mouillage initial (θ₀)
- Comportement en fonction du temps : Mouillage.
- Angle de mouillage du dernier stade (θF)
- Cinétique de propagation
Ces résultats peuvent fournir des indications essentielles pour :
- Il convient de choisir la composition du métal d'apport.
- Définition du profil de température de brasage.
- Déterminer la durée de maintien à température maximale.
- Choix de l'atmosphère de brasage (gaz inerte ou vide)
Les données relatives aux gouttes sessiles peuvent être utilisées dans des contextes industriels avec Machine à Dodo systèmes de brasage pour intégrer la théorie du laboratoire dans des facteurs de production cohérents.
Types et mécanismes de mouillage
Mouillage non réactif
Le mouillage non réactif se produit lorsque le métal d'apport fondu est déposé sur le substrat, mais qu'aucun nouveau composé ne se forme à l'interface.
Caractéristiques clés
- Courant sur les substrats métalliques propres et exempts d'oxyde.
- Les angles de mouillage des métaux et alliages liquides peuvent être bien inférieurs à 90°.
- Le principe de mouillage dépend principalement de la propreté de la surface et de la compatibilité entre les énergies de surface.
À titre d'exemple, le mouillage de substrats métalliques fraîchement nettoyés est possible avec des métaux en fusion, tandis que l'oxydation, même à l'échelle microscopique, peut augmenter considérablement l'angle de mouillage.
Il souligne la nécessité de disposer d'atmosphères contrôlées et d'un contrôle de température analogue, et dans ce contexte, les équipements de brasage proposés par Machine à dodo devient très critique.
Mouillage réactif
Le mouillage non réactif est inadéquat pour le brasage des céramiques, des carbures ou des matériaux à base d'oxydes qui nécessitent un mouillage réactif.
Rôle des éléments actifs
Pour stimuler les réactions interfaciales, des éléments actifs comme le titane (Ti) sont incorporés dans les métaux d'apport. Ces éléments :
- Comment réagir avec des substrats céramiques.
- Créez des couches composites continues.
- Produire de nouvelles surfaces présentant une mouillabilité nettement accrue.
Cela entraîne une réduction progressive de l'angle de mouillage, passant d'un angle initial (th0) à un angle d'équilibre final (thF), au cours du brasage. Cette évolution temporelle justifie l'importance du temps de maintien à la température de brasage, qui est égal à la durée de la température maximale.
Deux types de brasage et de conditions de mouillage
brasage capillaire

Le brasage capillaire est un procédé qui repose sur la libre circulation du métal d'apport fondu entre de petits orifices situés entre les matériaux de base.
Exigences de mouillage
- L'angle de mouillage doit être nettement inférieur à 90 degrés.
- Une forte humidification est obligatoire
- L'infiltration se produit grâce à la force capillaire.
Le taux d'intrusion dépend de :
- viscosité du liquide
- Géométrie de l'espace
- Bilan énergétique de surface
Le brasage capillaire n'est pas possible sans un excellent mouillage, même lorsque la température et la pression peuvent être contrôlées.
Brasage intercouche
En brasage intercouche, le métal d'apport est placé directement entre les composants, sans s'écouler dans un interstice.
Tolérance d'angle de mouillage
- Le brasage peut avoir lieu, même lorsque la température approche les 90°.
- Pour obtenir des joints fiables, il est fortement souhaitable que l'angle soit inférieur à 45 degrés.
Le dernier type de joint dépend directement de l'angle de mouillage. En cas de faible mouillage, les zones de liaison seront discontinues, tandis qu'avec un bon mouillage, les couches intermédiaires seront uniformes.
Ceci est particulièrement essentiel dans les systèmes de brasage réactifs, où la propagation peut être limitée par les vitesses de réaction interaciales.
Exemples d'applications pratiques illustrant la relation entre mouillage et brasabilité.

Brasage de l'acier inoxydable avec métal d'apport eutectique CuAg.
Lors de l'utilisation de charges eutectiques CuAg non réactives ou faiblement réactives dans le brasage de l'acier inoxydable :
- La préparation de la surface est cruciale pour le mouillage.
- Les couches d'oxydes contribuent fortement à une diminution du mouillage.
- Un brasage maîtrisé est nécessaire.
Dans ce cas, les expériences de mouillage peuvent être utilisées pour déterminer les températures et les temps de maintien acceptables.
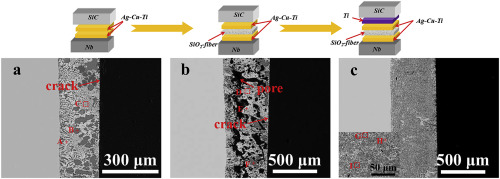
Brasage du SiC avec des métaux d'apport en alliage métal-silicium.
Le carbure de silicium nécessite des métaux d'apport capables de réagir avec sa structure covalente :
- L'interaction entre les agents mouillants est renforcée par la chimie.
- La direction de diffusion dépend de la composition de l'alliage.
- Une réaction excessive peut diminuer la fiabilité des articulations.
Le test de la goutte sessile est essentiel pour le contrôle du mouillage et de la réaction.
Brasage de l'alumine à l'aide de métaux d'apport réactifs CuAgTi.
Brasage des céramiques d'alumine :
- Le titane facilite la liaison et le mouillage.
- À l'interface, il se forme une couche de réaction.
- Le processus d'humidification ne se produit pas immédiatement.
Néanmoins, les vitesses de propagation dans les systèmes réactifs sont généralement limitées, et le brasage intercouche est la méthode la plus sûre.
L'importance du mouillage dans les industries de brasage
Le mouillage n'est pas une conséquence, mais le mécanisme fondamental de la formation des joints brasés. Des températures plus élevées et des cycles plus longs ne peuvent compenser un mauvais mouillage. Au contraire, cela entraîne :
- Articulations fragiles
- Liaison incomplète
- Augmentation des taux de recyclage
- Durée de vie réduite
Dans les applications industrielles où les fours Dodo Machine fonctionnent par brasage, un résultat utile est la possibilité de connaître le mouillage, ce qui signifie que :
- Un choix plus judicieux de métal d'apport.
- Profils de chauffage optimisés
- Production de masse à grande échelle
- Qualité constante des lots.
En brasage moderne, la maîtrise du comportement de mouillage constitue la différence entre la théorie et l'industrie.
FAQ
1. Pour un brasage industriel fiable, quel angle de mouillage est nécessaire ?
Seul un mouillage rudimentaire est indiqué par un angle de mouillage inférieur à 90°, ce qui est insuffisant pour une fiabilité industrielle. En réalité, la formation d'un joint stable est obtenue à des angles inférieurs à 45°. Si le brasage intercouche peut supporter des angles légèrement supérieurs avec un risque maîtrisé, le brasage capillaire exige des angles encore plus faibles pour garantir une infiltration complète du métal d'apport.
2. Même si le métal d'apport mouille techniquement la surface, pourquoi le brasage échoue-t-il quand même ?
Du fait de la nature dynamique du mouillage, l'angle de mouillage peut ne pas atteindre une valeur basse et stable tout au long du cycle de brasage, notamment en raison de l'oxydation superficielle, d'une gestion instable de l'atmosphère, d'un temps de maintien insuffisant ou d'un chauffage non uniforme. Le maintien de conditions de mouillage idéales pendant la fusion et l'étalement est essentiel à la réussite du brasage industriel.
3. Pourquoi le mouillage est-il plus important pour le brasage capillaire que pour le brasage intercouche ?
Pour faire pénétrer le métal d'apport fondu dans des espaces restreints, le brasage capillaire repose exclusivement sur les forces capillaires. Un mouillage optimal est indispensable à l'efficacité de ces forces. Un mouillage insuffisant empêchera le métal d'apport de s'écouler, entraînant des défauts internes et des joints incomplets. Le brasage intercouche étant réalisé uniquement à l'interface du joint, il est moins sensible aux variations de capillarité.
4. Comment le brasage céramique-métal est-il amélioré par le mouillage réactif ?
Une nouvelle couche composite est créée par mouillage réactif, introduisant des ingrédients actifs qui réagissent chimiquement avec les surfaces céramiques. L'adhérence est renforcée par la mouillabilité accrue de cette couche, qui entraîne une diminution progressive de l'angle de mouillage. Toutefois, afin d'éviter la formation de phases interfaciales fragiles, le contrôle de la vitesse de réaction est essentiel.
5. En quoi le contrôle du mouillage est-il crucial pour le brasage industriel à grande échelle ?
De petites variations du comportement de mouillage peuvent entraîner des différences notables dans la qualité des joints en production de masse. Un mouillage inadéquat augmente les taux de rebut, les retouches et la variabilité des performances. Lors de l'utilisation de procédés industriels équipement de brasage À l'instar des systèmes Dodo Machine, un mouillage stable permet une géométrie d'assemblage reproductible, une résistance mécanique uniforme et une production fiable.



