









Por que a molhabilidade é a base da brasagem.
Na tecnologia de brasagem, a confiabilidade da junta não começa na temperatura do forno ou com a seleção dos metais de adição; em vez disso, começa na interface. A integridade da junta depende diretamente da capacidade do metal de adição fundido de fluir, aderir e se ligar a um material base sólido. O fundamento científico da brasabilidade reside na molhabilidade e na adesão que controlam esse tipo de comportamento.
Ao utilizar equipamentos de brasagem a vácuo e em atmosfera controlada, como os fabricados pela Máquina Dodô, Em termos de brasagem industrial, o comportamento de molhagem é crucial para determinar os metais de adição, otimizar a janela de processo e garantir a uniformidade da qualidade da produção. A molhagem inadequada causa juntas inacabadas, formação de vazios e falhas mecânicas, independentemente da sofisticação do sistema de aquecimento.
Teoria da Molhabilidade e Adesão: Fundamentos.
O ângulo de molhamento como principal indicador.
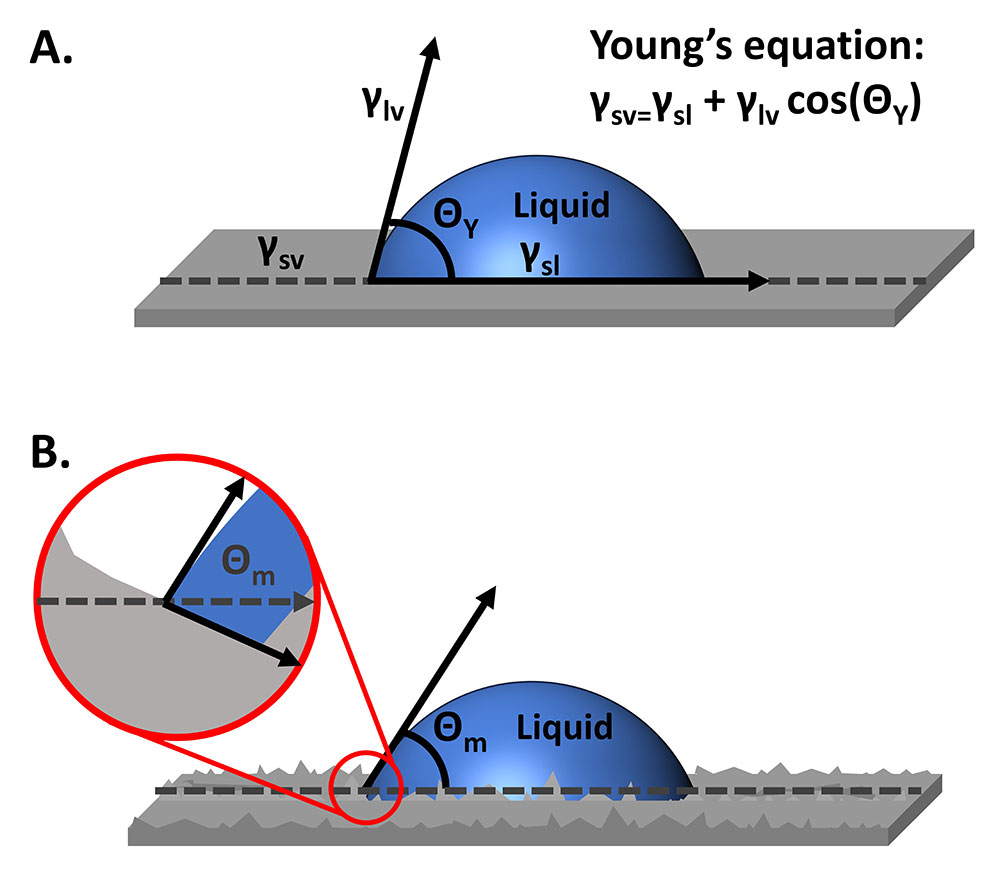
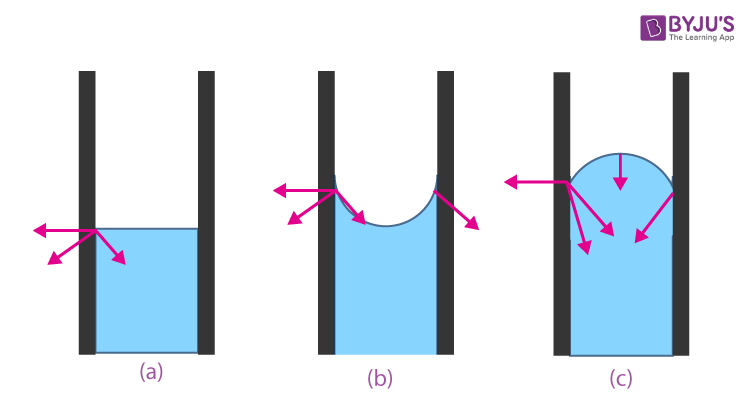
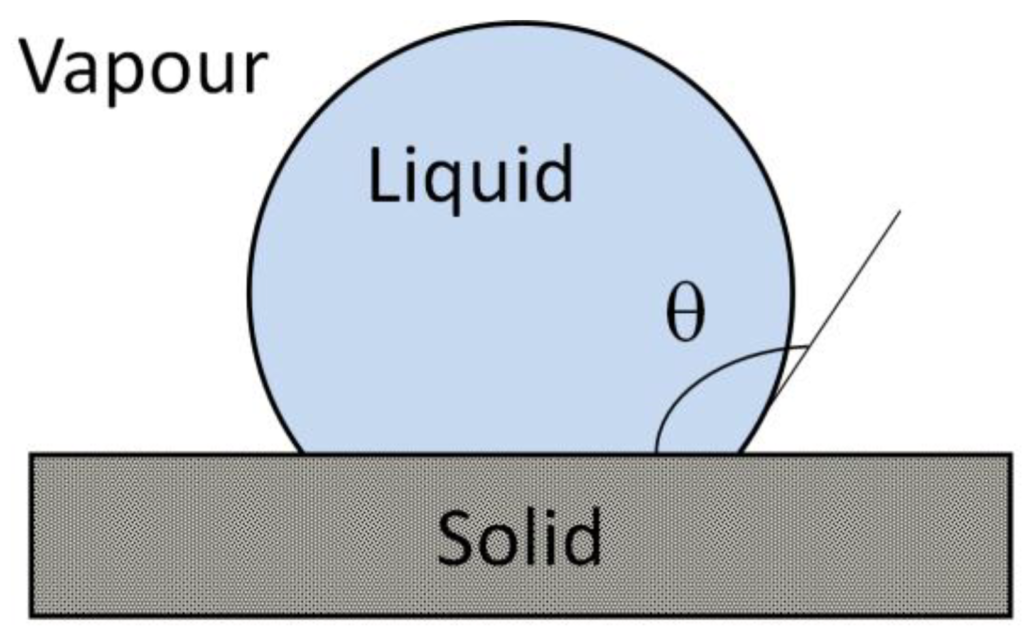
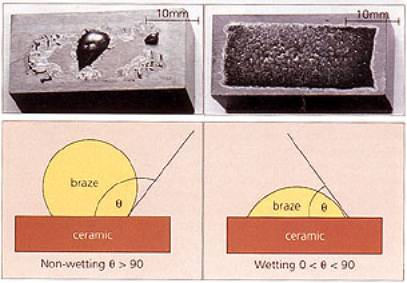
O ângulo de molhamento (θ) entre um substrato sólido e um metal de enchimento líquido é o critério mais comumente usado para avaliar a molhabilidade. Convencionalmente:
θ < 90° – Ocorre molhamento
θ ≪ 90° - Excelente molhabilidade, bom para brasagem.
θ → 90° - molhabilidade marginal, baixa confiabilidade.
Mas restringir a avaliação da brasagem a um mero requisito de θ < 90° não pode ser aplicado à indústria. A brasabilidade prática é uma coisa; se a molhagem ocorre ou não; mas outra coisa é a rapidez, a estabilidade e a força da ligação química na interface.
Encontrando o equilíbrio entre forças adesivas e coesivas.
O resultado do equilíbrio entre esses fatores é o ângulo de molhamento.
- Força adesiva (Wa) do metal de enchimento líquido sobre o material de base sólido.
- Força coesiva, simbolizada pela energia superficial do líquido (σLV).
Quando as forças de adesão são maiores que as forças de coesão, obtém-se uma boa molhabilidade. Essa condição normalmente é alcançada em sistemas metálicos somente após o estabelecimento de fortes ligações químicas interfaciais durante a brasagem, por exemplo, por meio de ligações metálicas ou compostas.
A molhagem estrutural de juntas dificilmente pode ser alcançada de forma confiável apenas por contato físico, mesmo sem reação interfacial.
Reações interfaciais e sua contribuição para a molhabilidade
Em sistemas de brasagem reais, a molhabilidade raramente é estática. Assim que o material de enchimento fundido entra em contato com o substrato, as reações interfaciais começam imediatamente. Essas reações:
- Modificar a química da superfície
- Reduzir a energia interfacial
- Permitir o estabelecimento de camadas de reação.
- Melhora o comportamento de propagação ao longo do tempo.
Por isso, o ângulo de molhamento não deve ser considerado um valor absoluto, que precisa ser medido em um único momento.
Avaliação experimental da molhabilidade: a gota séssil
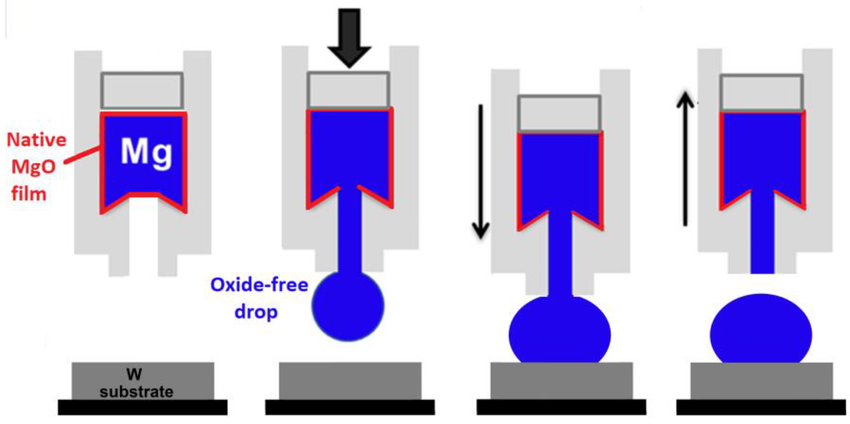
O método experimental mais comum para o estudo e desenvolvimento industrial da brasagem é o método da gota séssil no estudo do comportamento de molhagem em altas temperaturas.
Por que o método da gota séssil é tão importante?
Essa técnica consiste na aplicação de uma pequena quantidade de metal sólido sobre um material plano e no seu aquecimento até que o metal derreta. Com o formato da gota fundida, os engenheiros conseguem medir:
- Ângulo de molhamento inicial (θ₀)
- Comportamento em relação ao tempo: Umedecimento.
- Ângulo de molhamento do último estágio (θF)
- Cinética de propagação
Essas descobertas podem servir de orientação vital para:
- Devem ser escolhidas composições de metal de enchimento.
- Definição do perfil de temperatura de brasagem.
- Identificar o tempo de permanência na temperatura máxima.
- Seleção da atmosfera de brasagem (gás inerte ou vácuo)
Os dados de gotas sésseis podem ser usados em ambientes industriais com Máquina Dodô Sistemas de brasagem para introduzir a teoria do laboratório em fatores de produção consistentes.
Tipos e mecanismos de molhamento
Molhabilidade não reativa
A molhagem não reativa ocorre quando o metal de enchimento fundido é depositado sobre o substrato, mas nenhum novo composto é formado na interface.
Principais características
- Comum em substratos metálicos limpos e isentos de óxidos.
- Os ângulos de molhamento de metais e ligas líquidas podem ser muito menores que 90°.
- O princípio da molhabilidade depende principalmente da limpeza da superfície e da compatibilidade entre as energias superficiais.
A título de exemplo, a molhabilidade de substratos metálicos recém-limpos é viável com metais fundidos, enquanto a oxidação, mesmo em nível microscópico, pode aumentar drasticamente o ângulo de molhabilidade.
Isso enfatiza a necessidade de atmosferas controladas e controle de temperatura análogo, e, nesse contexto, os equipamentos de brasagem oferecidos por máquina de dodô torna-se muito crítico.
Molhabilidade Reativa
A molhabilidade não reativa é inadequada na brasagem de cerâmicas, carbonetos ou materiais à base de óxidos que requerem molhabilidade reativa.
Papel dos Elementos Ativos
Para estimular reações interfaciais, elementos ativos como o titânio (Ti) são incorporados em metais de enchimento. Esses elementos:
- Como reagir com substratos cerâmicos.
- Crie camadas compostas que sejam contínuas.
- Produzir novas superfícies com molhabilidade significativamente aumentada.
Isso leva à redução gradual do ângulo de molhamento de um ângulo inicial (th0) para um ângulo de equilíbrio final (thF) à medida que a brasagem ocorre. Esse comportamento dependente do tempo justifica a importância do tempo de permanência na temperatura de brasagem, que é exatamente igual ao da temperatura de pico.
Dois tipos de brasagem e condições de molhagem
Brasagem capilar

A brasagem capilar é um processo que depende do livre movimento do metal de adição fundido entre pequenos orifícios nos materiais de base.
Requisitos de umedecimento
- O ângulo de molhamento deve ser significativamente menor que 90 graus.
- É obrigatória uma boa umidificação.
- A infiltração ocorre devido à força capilar.
A taxa de intrusão depende de:
- Viscosidade do líquido
- Geometria de folga
- balanço de energia superficial
A brasagem capilar não é possível sem uma excelente molhabilidade, mesmo quando a temperatura e a pressão podem ser controladas.
Brasagem Intercamada
Na brasagem intercamadas, o metal de enchimento é colocado diretamente entre os componentes, sem fluir para um espaço vazio.
Tolerância do ângulo de molhamento
- A brasagem pode ocorrer mesmo quando a temperatura se aproxima de 90°.
- Para garantir juntas confiáveis, é altamente recomendável que o ângulo seja inferior a 45 graus.
O último tipo de junta depende diretamente do ângulo de molhagem inerente. Em caso de molhagem deficiente, haverá zonas de ligação descontínuas, enquanto que, com boa molhagem, haverá camadas intermediárias uniformes.
Isso é especialmente essencial em sistemas reativos de brasagem, nos quais o espalhamento pode ser limitado pelas taxas de reação interfacial.
Exemplos de aplicações práticas na relação entre molhabilidade e brasagem.

Brasagem de aço inoxidável com liga eutética CuAg.
Quando se utilizam cargas eutéticas de CuAg não reativas ou pouco reativas na brasagem de aço inoxidável:
- A preparação da superfície é crucial para a molhabilidade.
- Camadas de óxidos contribuem significativamente para a diminuição da molhabilidade.
- É necessário um processo de brasagem controlado.
Neste caso, os experimentos de molhamento podem ser usados para determinar temperaturas e tempos de espera aceitáveis.
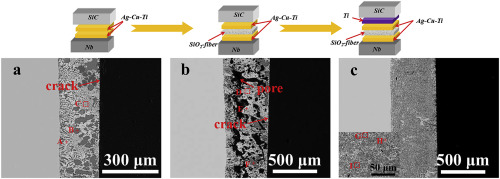
Brasagem de SiC com cargas de liga metal-silício.
O carbeto de silício necessita de metais de enchimento que possam reagir com sua estrutura covalente:
- A interação entre a molhabilidade é intensificada pela química.
- A direção da difusão depende da composição da liga.
- A reação exagerada pode diminuir a confiabilidade das articulações.
O teste da gota séssil é essencial para o controle da molhabilidade e da reação.
Brasagem de alumina utilizando metais de adição reativos de CuAgTi.
Brasagem de cerâmica de alumina:
- O titânio facilita a adesão e a molhagem.
- Na interface, forma-se uma camada de reação.
- O processo de molhamento não ocorre imediatamente.
No entanto, as taxas de espalhamento em sistemas reativos são geralmente limitadas, e a brasagem entre camadas é o método mais seguro.
A importância da molhabilidade nas indústrias de brasagem
A molhabilidade não é um fenômeno consequente — é o mecanismo dominante na formação de juntas brasadas. Temperaturas mais altas e ciclos mais longos não conseguem mascarar uma molhabilidade deficiente. Em vez disso, levam a:
- Articulações fracas
- Ligação incompleta
- Aumento das taxas de sucata
- Vida útil reduzida
Em aplicações industriais onde os fornos da Dodo Machine são operados por brasagem, um resultado útil é a possibilidade de conhecer a molhabilidade, o que significa que:
- Escolha mais sábia de metal de enchimento.
- Perfis de aquecimento otimizados
- Produção em massa em grande escala
- Qualidade do lote ininterrupta.
Na brasagem contemporânea, o controle do comportamento de molhagem é o que distingue a teoria da prática.
Perguntas frequentes
1. Para uma brasagem industrial confiável, qual o ângulo de molhagem necessário?
Apenas uma molhagem básica é indicada por um ângulo de molhagem inferior a 90°, o que é insuficiente para confiabilidade industrial. Na realidade, a formação de juntas estáveis é alcançada em ângulos inferiores a 45°. Embora a brasagem intercamadas possa suportar ângulos um pouco maiores com risco controlado, a brasagem capilar requer ângulos ainda menores para garantir a infiltração completa do material de enchimento.
2. Mesmo que o metal de adição tecnicamente molhe a superfície, por que a brasagem ainda falha?
Devido à natureza dinâmica da molhagem, o ângulo de molhagem pode não atingir um valor baixo e estável ao longo do ciclo de brasagem devido à oxidação da superfície, ao controle instável da atmosfera, ao tempo de espera inadequado ou ao aquecimento irregular. Manter condições ideais de molhagem durante a fusão e o espalhamento é essencial para o sucesso da brasagem industrial.
3. Por que a molhabilidade é mais importante para a brasagem capilar do que para a brasagem intercamadas?
Para puxar o metal de adição fundido para espaços pequenos, a brasagem capilar depende exclusivamente das forças capilares. Uma forte molhabilidade é necessária para que essas forças sejam eficazes. Uma molhabilidade inadequada impedirá o fluxo do metal de adição, resultando em falhas internas e juntas incompletas. Como o metal de adição é aplicado exatamente na interface da junta, a brasagem intercamada é menos sensível a esses fatores.
4. Como a brasagem cerâmica-metal é aprimorada pela molhagem reativa?
Uma nova camada composta é criada por meio de molhagem reativa, que introduz ingredientes ativos que reagem quimicamente com as superfícies cerâmicas. A forte adesão é possibilitada pela maior molhabilidade dessa camada, que faz com que o ângulo de molhagem diminua gradualmente. No entanto, para evitar fases interfaciais frágeis, o controle da taxa de reação é essencial.
5. Por que o controle de molhabilidade é crucial para a brasagem industrial em larga escala?
Pequenas alterações no comportamento de molhagem podem resultar em variações notáveis na qualidade das juntas na produção em massa. Taxas de refugo, retrabalho e variabilidade de desempenho aumentam com a molhagem inadequada. Ao usar juntas industriais, é importante considerar esses fatores. equipamentos de brasagem Assim como nos sistemas da Dodo Machine, a molhagem estável permite uma geometria de junta reproduzível, resistência mecânica uniforme e produção confiável.



