










Las aleaciones de aluminio son un material importante en la industria moderna. Esto se debe a su baja densidad, alta relación resistencia-peso y alta conductividad eléctrica y térmica. Estas propiedades las hacen clave en industrias como la aeronáutica y aeroespacial, la automoción, la electrónica y las aplicaciones de transferencia de calor. Se espera que el esfuerzo de los fabricantes modernos por reemplazar metales más pesados como el acero y el cobre convierta la soldadura fuerte en un proceso importante.
La importancia del desplazamiento en muchas aplicaciones de alto rendimiento depende de la correcta creación de uniones mediante el proceso de soldadura fuerte. Sin embargo, el aluminio no se puede soldar fácilmente. Esto se debe principalmente a su reactividad y sensibilidad térmica. Los siguientes consejos le brindarán información esencial para garantizar una soldadura fuerte segura y eficiente de materiales de aluminio.
Comprensión de las propiedades físicas y químicas del aluminio
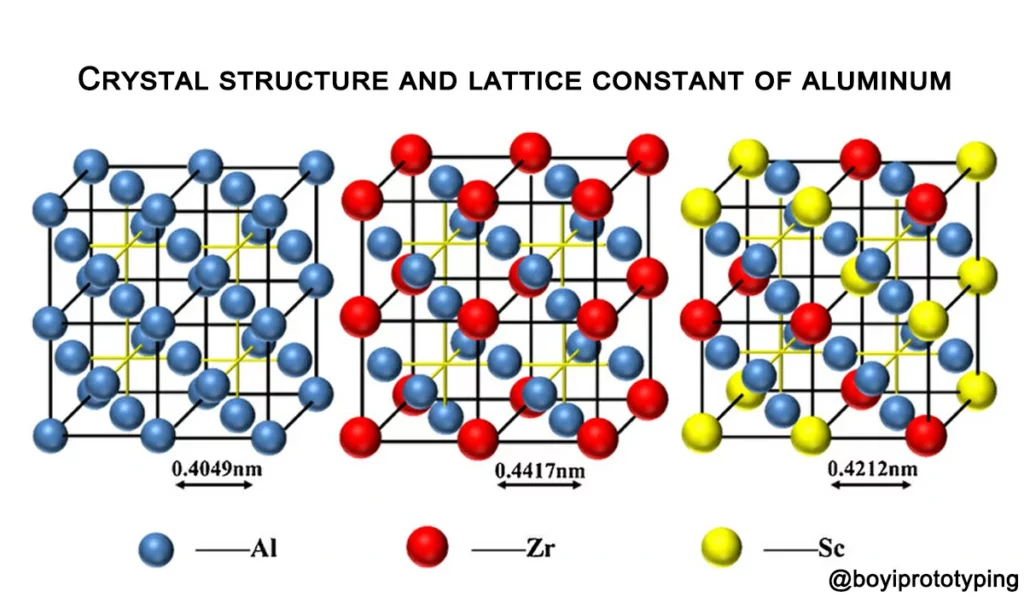
La densidad del aluminio es cercana a 2,7 g/cm³, lo que representa solo un tercio de la del acero y el cobre. Por ello, su uso es tan extendido. Además, el aluminio posee buena conductividad térmica y eléctrica, especialmente en radiadores y aplicaciones de transferencia de calor, así como en la fabricación de componentes eléctricos.
Por otro lado, estas características dificultan aún más la soldadura fuerte del material. El aluminio tiende a calentarse rápida y uniformemente, lo que dificulta su control durante el ciclo de soldadura.
2. El desafío de la película de óxido
Uno de los principales desafíos de la soldadura fuerte de aluminio es la formación de una densa capa de óxido (Al₂O₃) sobre el aluminio, que se forma instantáneamente al contacto con el aire. Esta capa de óxido es químicamente muy estable, tiene un punto de fusión extremadamente alto e impide que los metales de aportación fluyan sobre el metal base.
consejos clave
- Supongamos que el óxido siempre está presente, incluso después de la limpieza mecánica.
- Utilice fundentes adecuados o atmósferas controladas específicas para el aluminio.
- Mantenga el intervalo de tiempo entre la preparación de la superficie y la soldadura lo más breve posible para minimizar la oxidación.
Una soldadura fuerte exitosa no se “disuelve”, sino que debe aflojar, fracturar, desplazar y mover el óxido en una corriente de metal de relleno asistida por fundente.
Control del crecimiento térmico y la velocidad de calentamiento.
El aluminio tiene un coeficiente de expansión térmica elevado, considerablemente mayor que el del acero o el cobre. Esto puede provocar tensiones y microfisuras en la capa de óxido durante el calentamiento a alta velocidad. Si bien estas fisuras pueden ser beneficiosas para mejorar la penetración del fundente, pueden causar distorsión o desalineación de la unión si el calentamiento no es homogéneo.
Las mejores prácticas incluyen:
- Calentamiento lento, gradual y continuo cuando sea posible.
- Buenos accesorios para adaptarse a la expansión.
- Eliminación de grandes trazos de diferencias térmicas en secciones delgadas.
Evite los riesgos de quemaduras excesivas y derretimiento
Un gran número de aleaciones de aluminio presentan una temperatura de solidificación relativamente baja. La soldadura fuerte cerca del punto de fusión también está sujeta al efecto de sobrecalentamiento, donde el metal base comienza a perder su integridad estructural.
Una de las reglas más eficaces es que la temperatura de soldadura no debe ser superior a 30-40 °C por debajo de la temperatura de solidificación de la aleación. Se requiere una regulación precisa de la temperatura, especialmente en piezas delgadas y ensamblajes complejos.
Seleccione la temperatura adecuada para la soldadura fuerte.
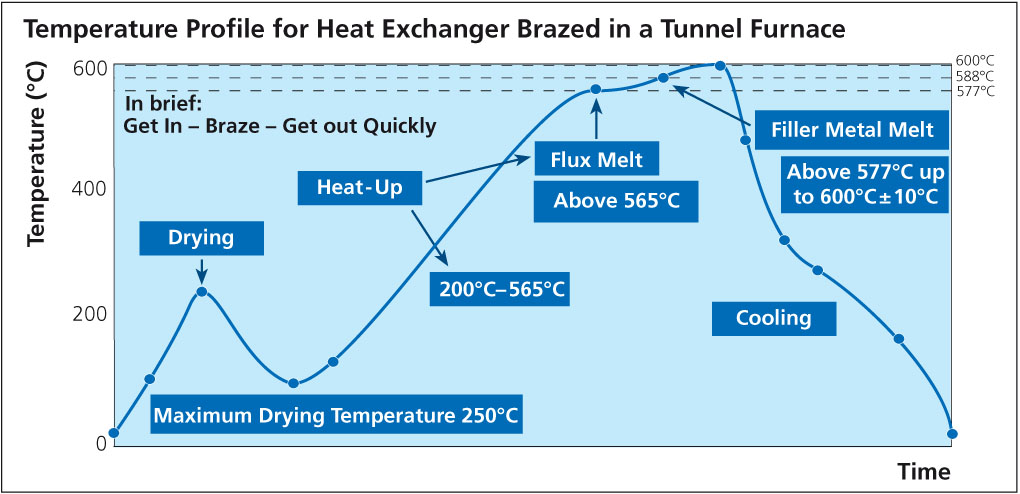
La temperatura del líquido del metal de relleno se utiliza ampliamente como una categorización de la soldadura fuerte de aluminio:
Soldadura fuerte a alta temperatura (500-630 grados C).
Esta línea suele utilizar rellenos de aluminio-silicio (Al-Si). Estos rellenos son metalúrgicamente compatibles con el metal base, lo que les confiere un comportamiento de humectación excepcional y una buena resistencia a la corrosión. Es una aplicación común donde se requiere una carga de alta demanda, como en intercambiadores de calor.
Soldadura fuerte a temperatura media (300-500 °C)
Esta gama se utiliza habitualmente con cargas de zinc-aluminio (Zn-Al). Pueden utilizarse a temperaturas de procesamiento más bajas, pero deben controlarse cuidadosamente para evitar la erosión del metal base.
Soldadura fuerte a baja temperatura (menos de 300 °C)
Este método emplea sistemas de fundente orgánico y suele considerarse más similar a la soldadura blanda. Si bien puede emplearse en aplicaciones ligeras, ofrece menor resistencia y durabilidad de las uniones.
La elección del rango de temperatura adecuado se basa en la composición de la aleación, el diseño de la unión y el servicio.
Elija la tecnología Flux con prudencia
La elección del fundente es fundamental en la soldadura fuerte de aluminio. Los fundentes convencionales en forma de cloruros actúan interfiriendo agresivamente con la capa de óxido, pero pueden dejar residuos corrosivos a menos que se laven.
Una de las mayores mejoras es la del fundente a base de fluoroaluminato. Estos fundentes:
- No higroscópicos (carecen de humedad) son
- Abdicar de residuos no corrosivos.
- Insoluble en agua en pequeña cantidad.
Son adecuados para la soldadura fuerte en atmósfera controlada y la producción en grandes volúmenes en la industria.
Soldadura fuerte al vacío como opción para alta precisión
La eliminación de óxido se realiza en la soldadura fuerte al vacío y no se utiliza fundente convencional. En su lugar, el vapor de magnesio es un factor determinante. La interacción del magnesio y el óxido de aluminio reduce el óxido y facilita la humectación de los rellenos mediante la transferencia de masa entre las interfaces, así como la reducción de la tensión superficial.
Los beneficios de la soldadura fuerte al vacío serían:
- Sin residuos de fundente en juntas limpias.
- Control dimensional de calidad.
- Calidad regular en conjuntos de mayor complejidad.
Sin embargo, esto requiere un control exacto del proceso y un equipamiento especial.
Compatibilidad metalúrgica
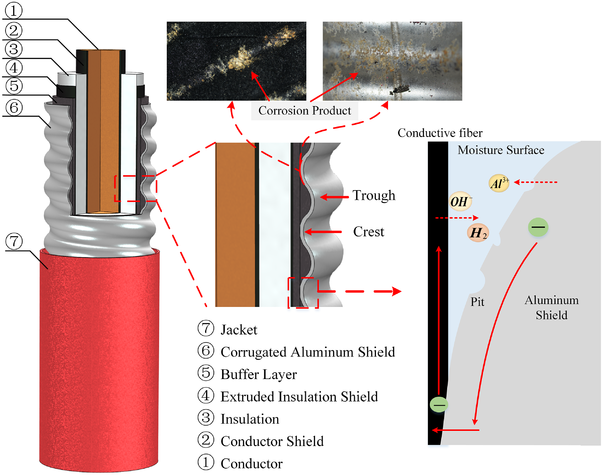
El potencial de electrodo del aluminio es altamente negativo, lo que lo hace propenso a la corrosión galvánica al mezclarse con otros metales de aporte incompatibles. Las aplicaciones que utilizan metales de aporte con metales pesados como el estaño o el plomo pueden provocar corrosión electroquímica que se produce muy rápidamente en condiciones húmedas o conductoras.
Para reducir el riesgo:
- Fijación de relleno cercana a la aleación base.
- No debe mezclarse con metales diferentes a menos que esté adecuadamente aislado.
- Entorno de servicio a tener en cuenta durante la selección del relleno.
- Evite la fusión y la erosión.
Prevenir la erosión y el derretimiento
Algunos componentes de relleno, especialmente el zinc, son muy solubles en aluminio a altas temperaturas. Si la temperatura o el tiempo de permanencia son excesivos, el relleno fundido puede atravesar los límites de grano y erosionarse o fundirse, especialmente en zonas delgadas.
- Estrategias de mitigación:
- Control de temperatura.
- Tiempos de permanencia más cortos y controlados.
- Holguras en las juntas para limitar volúmenes de relleno.
Maximizar el diseño y ajuste de las juntas
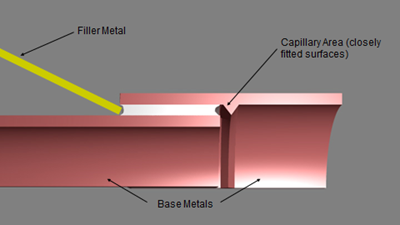
Ni siquiera un material de soldadura de calidad superior puede corregir un diseño de unión deficiente. La soldadura de aluminio se basa en la acción capilar, lo cual es eficaz con holguras reguladas.
Las pautas generales incluyen:
- Juntas limpias y uniformes
- Superficies bastante lisas para facilitar el flujo del relleno.
- Instrucciones adecuadas para ayudar a la acción capilar.
- Las uniones bien diseñadas minimizan los defectos y mejoran la repetibilidad.
Resumen: La exactitud y la precisión son el secreto del éxito.
La soldadura fuerte de aluminio representa tanto una oportunidad como un desafío. Su ligereza y alto rendimiento lo convierten en un elemento invaluable en los sistemas de ingeniería contemporáneos; sin embargo, la presencia de película de óxido y la sensibilidad térmica requieren una gestión del proceso estricta y reglamentada. La elección de rellenos y fundentes, así como el control de la temperatura durante el proceso de soldadura fuerte, se basan en el conocimiento del comportamiento del material y garantizan el éxito.
Otra forma de imaginar la soldadura fuerte de aluminio es como soldar hielo: la capa de óxido es una capa rígida y difícil de unir, y el calor excesivo destruirá fácilmente el material base subyacente. Sin embargo, con métodos adecuados y mucha atención, la soldadura fuerte de aluminio también puede proporcionar uniones resistentes y fiables que se adaptan a la carga actual de los diseños más ligeros y eficientes.
¿Por qué elegir Dodo Machine?
El equipo y el soporte de proceso adecuados pueden marcar una diferencia significativa en la calidad de las uniones y la estabilidad de la producción para quienes trabajan con soldadura fuerte de aluminio en entornos industriales exigentes. Desde un control preciso de la temperatura hasta una gestión constante de la atmósfera, las soluciones modernas de soldadura fuerte ayudan a reducir los defectos relacionados con el óxido, los riesgos de erosión y las tasas de retrabajo.
Para obtener más información sobre maquinaria de soldadura fuerte profesional y soluciones listas para producción diseñadas para el procesamiento de aluminio, comuníquese con Máquina Dodo Para más detalles.




