










As ligas de alumínio são um material importante na indústria moderna. Os motivos incluem sua baixa densidade, alta relação resistência/peso e alta condutividade elétrica e térmica. Essas propriedades as tornam essenciais em setores como o aeroespacial, automotivo, eletrônico e de transferência de calor. O esforço dos fabricantes modernos para substituir metais mais pesados, como o aço e o cobre, deve tornar a brasagem um processo importante.
A importância do deslocamento em muitas aplicações de alto desempenho depende da criação bem-sucedida de juntas pelo processo de brasagem. No entanto, o alumínio não é um material de fácil brasagem, principalmente devido à sua reatividade e sensibilidade à temperatura. As dicas a seguir fornecerão informações essenciais para garantir uma brasagem segura e eficiente de materiais de alumínio.
Entendendo as propriedades físicas e químicas do alumínio
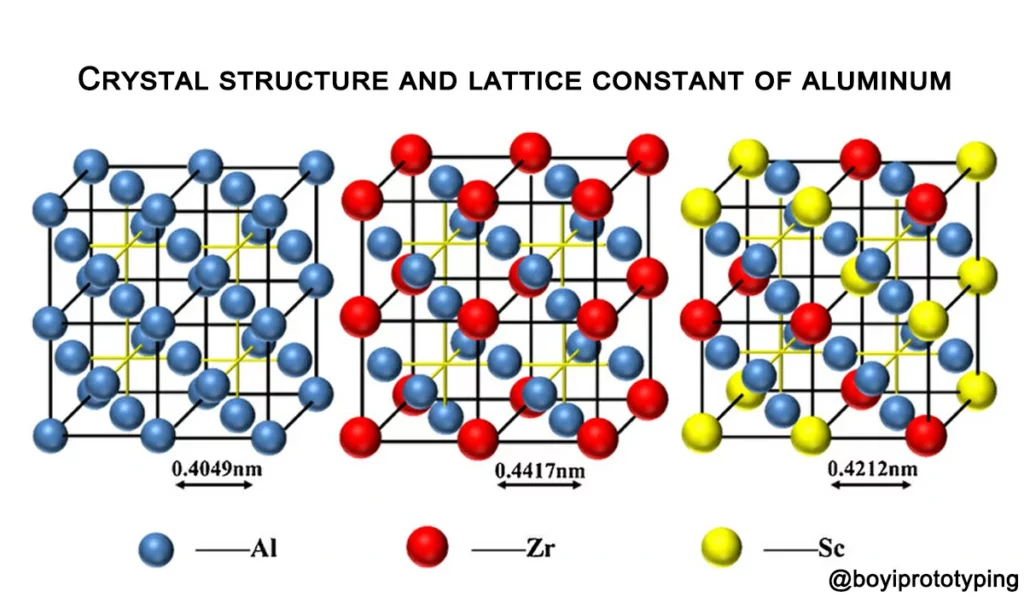
A densidade do alumínio é próxima de 2,7 g/cm³, o que corresponde a apenas um terço da densidade do aço e do cobre. É por isso que o alumínio é tão amplamente utilizado. Além disso, o alumínio possui boa condutividade térmica e elétrica, sendo especialmente útil em radiadores e aplicações de transferência de calor, bem como na fabricação de componentes elétricos.
Por outro lado, esses atributos tornam a brasagem do material ainda mais desafiadora. O alumínio tende a aquecer de forma rápida e uniforme, dificultando o controle durante o processo de brasagem.
2. O Desafio da Película de Óxido
Um dos principais desafios na brasagem de alumínio é a formação de uma camada de óxido densamente compactada (Al₂O₃) sobre o alumínio, que ocorre instantaneamente ao entrar em contato com o ar. Essa camada de óxido é muito estável quimicamente, possui um ponto de fusão extremamente alto e impede que os metais de adição fluam sobre o metal base.
dicas essenciais
- Presuma que o óxido está sempre presente, mesmo após a limpeza mecânica.
- Utilize fluxos adequados ou atmosferas controladas específicas para alumínio.
- Mantenha o intervalo de tempo entre a preparação da superfície e a brasagem o mais curto possível para minimizar a oxidação.
Uma brasagem bem-sucedida não se "dissolve", mas sim precisa soltar, fraturar, deslocar e remover o óxido com o auxílio de um fluxo de metal de adição.
Controle o crescimento térmico e a taxa de aquecimento.
O alumínio possui um coeficiente de expansão térmica elevado, substancialmente maior que o do aço ou do cobre. Isso pode resultar em tensões e microfissuras na camada de óxido durante o aquecimento em alta velocidade. Embora essas fissuras possam ser benéficas para melhorar a penetração do fluxo, elas podem causar distorção ou desalinhamento da junta caso o aquecimento seja heterogêneo.
As melhores práticas incluem:
- Aquecimento lento, gradual e contínuo, sempre que possível.
- Boa estrutura para acomodar expansões.
- Eliminação de grandes diferenças térmicas em lâminas delgadas.
Evite os riscos de superaquecimento e derretimento.
Um grande número de ligas de alumínio possui temperatura de solidificação relativamente baixa. A brasagem próxima ao ponto de fusão também está sujeita ao efeito de superaquecimento, no qual o metal base começa a perder sua integridade estrutural.
Uma das regras mais eficazes é que a temperatura de brasagem não deve ser superior a 30-40 °C abaixo da temperatura de solidificação da liga. Um controle preciso da temperatura é necessário, especialmente em peças finas e conjuntos complexos.
Selecione a temperatura adequada para a brasagem.
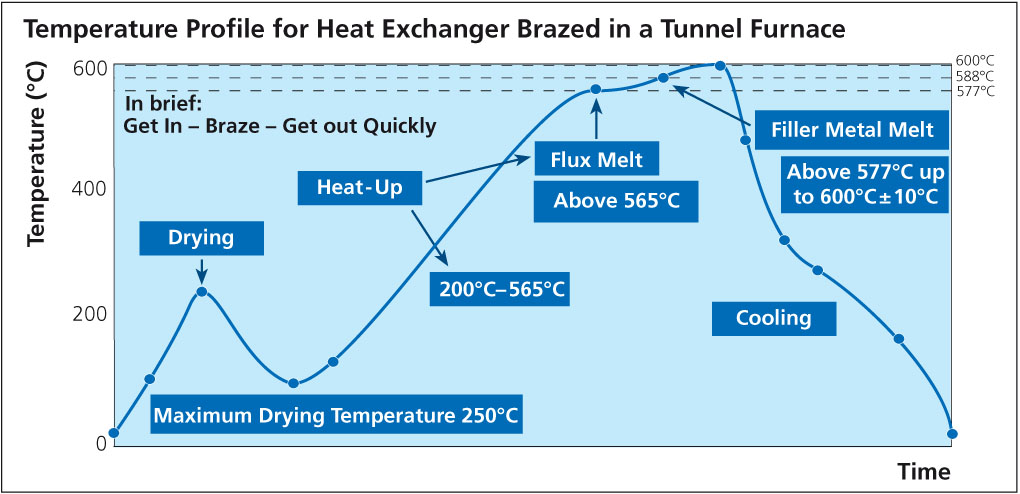
A temperatura de liquidus do metal de adição é amplamente utilizada como critério de classificação na brasagem de alumínio:
Brasagem em alta temperatura (500-630 °C).
Essa linha de produção normalmente utiliza cargas de alumínio-silício (Al-Si). Essas cargas são metalurgicamente compatíveis com o metal base, o que lhes confere excelente molhabilidade e boa resistência à corrosão. É uma aplicação comum em aplicações com alta demanda de carga, como em trocadores de calor.
Brasagem a temperatura média (300-500 °C)
Essa faixa de temperatura é geralmente usada com ligas de zinco-alumínio (Zn-Al). Elas podem ser usadas em temperaturas de processamento mais baixas, mas o controle deve ser rigoroso para evitar a corrosão do metal base.
Brasagem a baixa temperatura (menos de 300 °C)
Este método emprega sistemas de fluxo orgânico e é frequentemente considerado mais semelhante à soldagem branda. Embora possa ser usado em aplicações de baixa exigência, apresenta menor resistência e durabilidade das juntas.
A escolha da faixa de temperatura adequada baseia-se na composição da liga, no projeto da junta e na aplicação em que será utilizada.
Escolha a tecnologia Flux com sabedoria.
A escolha do fluxo é muito importante na brasagem de alumínio. Os fluxos convencionais, na forma de cloretos, atuam interferindo agressivamente na camada de óxido, mas podem deixar resíduos corrosivos, a menos que sejam removidos por lavagem.
Uma das maiores melhorias é a do fluxo à base de fluoroaluminato. Esses fluxos:
- Não higroscópicos (que não retêm umidade) são
- Elimine os resíduos não corrosivos.
- Insolúvel em água em pequenas quantidades.
São adequados para brasagem em atmosfera controlada e produção em larga escala na indústria.
Brasagem a vácuo como opção para alta precisão
A remoção do óxido é feita por brasagem a vácuo, sem o uso de fluxo convencional. Em vez disso, o vapor de magnésio é o fator determinante. A interação entre o óxido de magnésio e o óxido de alumínio reduz a camada de óxido e facilita a molhagem dos materiais de enchimento por meio da transferência de massa entre as interfaces, além de diminuir a tensão superficial.
As vantagens da brasagem a vácuo seriam:
- Sem resíduos de fluxo nas juntas limpas.
- Controle dimensional de qualidade.
- Qualidade regular em montagens de maior complexidade.
No entanto, isso exige um controle preciso do processo e equipamentos especiais.
Compatibilidade metalúrgica
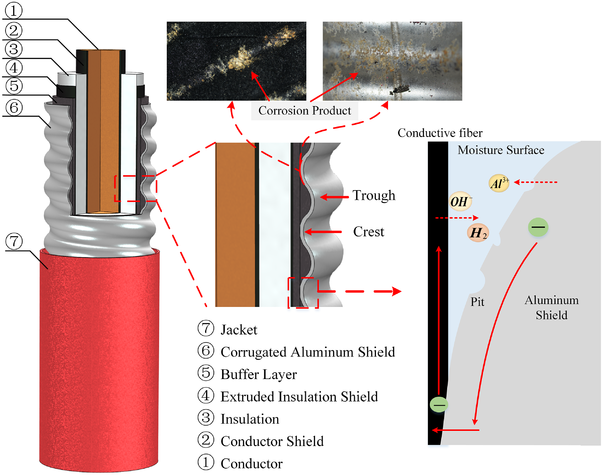
O potencial de eletrodo do alumínio é altamente negativo, tornando-o propenso à corrosão galvânica quando misturado com outros metais de enchimento incompatíveis. Aplicações que utilizam enchimentos com metais pesados, como estanho ou chumbo, podem levar à corrosão eletroquímica, que ocorre muito rapidamente em condições úmidas ou condutoras.
Para reduzir o risco:
- Fundição com material de enchimento próxima à liga base.
- Não deve ser misturado com metais diferentes, a menos que esteja adequadamente isolado.
- O ambiente de serviço deve ser considerado durante a seleção do material de enchimento.
- Evite o derretimento e a erosão.
Prevenir erosão e fusão
Alguns componentes de enchimento, especialmente o zinco, são muito solúveis em alumínio a altas temperaturas. Caso a temperatura ou o tempo de permanência sejam muito elevados, o enchimento fundido pode infiltrar-se pelos contornos de grão e causar erosão ou fusão, principalmente em áreas de menor espessura.
- Estratégias de mitigação:
- Controle de temperatura.
- Tempos de permanência mais curtos e controlados.
- Folgas nas juntas para restringir o volume de material de enchimento.
Maximize o design e o encaixe das juntas
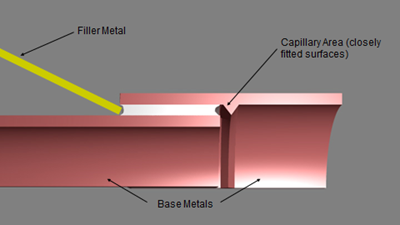
Nem mesmo materiais de brasagem de alta qualidade conseguem compensar um projeto de junta inadequado. A brasagem de alumínio baseia-se na ação capilar, que é eficaz com folgas controladas.
As diretrizes gerais incluem:
- Juntas limpas e uniformes
- Superfícies bastante lisas para facilitar o fluxo do material de enchimento.
- Instruções adequadas para auxiliar a ação capilar.
- Juntas bem projetadas minimizam defeitos e aumentam a repetibilidade.
Resumo: Precisão e exatidão são o segredo para o sucesso.
A brasagem de materiais de alumínio representa tanto uma oportunidade quanto um desafio. A leveza e o alto desempenho do alumínio o tornam um elemento indispensável em sistemas de engenharia contemporâneos; contudo, a presença de película de óxido e a sensibilidade térmica exigem um gerenciamento de processo rigoroso e controlado. A escolha de materiais de enchimento e fluxos, assim como o controle da temperatura durante o processo de brasagem, dependem do conhecimento do comportamento do material e de um sucesso predeterminado.
Outra forma de imaginar a brasagem de alumínio é compará-la à soldagem de gelo: a camada de óxido é uma camada congelada e resistente, difícil de unir, e o calor excessivo pode facilmente destruir o material base subjacente. No entanto, quando se utilizam métodos adequados e se presta muita atenção, a brasagem de alumínio também pode proporcionar juntas robustas e confiáveis, capazes de acompanhar a tendência atual de designs mais leves e eficientes.
Por que escolher a Dodo Machine?
Equipamentos adequados e suporte de processo podem fazer uma diferença significativa na qualidade das juntas e na estabilidade da produção para quem trabalha com brasagem de alumínio em ambientes industriais exigentes. Do controle preciso de temperatura ao gerenciamento consistente da atmosfera, as soluções modernas de brasagem ajudam a reduzir defeitos relacionados a óxidos, riscos de erosão e taxas de retrabalho.
Para saber mais sobre máquinas de brasagem profissionais e soluções prontas para produção projetadas para o processamento de alumínio, entre em contato. Máquina Dodô Para obter mais detalhes.




