










Les alliages d'aluminium sont un matériau essentiel dans l'industrie moderne. Leur faible densité, leur rapport résistance/poids élevé et leur conductivité électrique et thermique importante en sont les principaux atouts. Ces propriétés les rendent indispensables dans des secteurs tels que l'aéronautique et l'aérospatiale, l'automobile, l'électronique et les applications de transfert thermique. La volonté des fabricants modernes de remplacer les métaux plus lourds comme l'acier et le cuivre devrait faire du brasage un procédé important.
L'importance du déplacement dans de nombreuses applications hautes performances repose sur la réussite de la brasage. Cependant, l'aluminium est difficile à braser, principalement en raison de sa réactivité et de sa sensibilité à la température. Les conseils suivants vous apporteront des informations essentielles pour un brasage sûr et efficace des matériaux en aluminium.
Comprendre les propriétés physiques et chimiques de l'aluminium
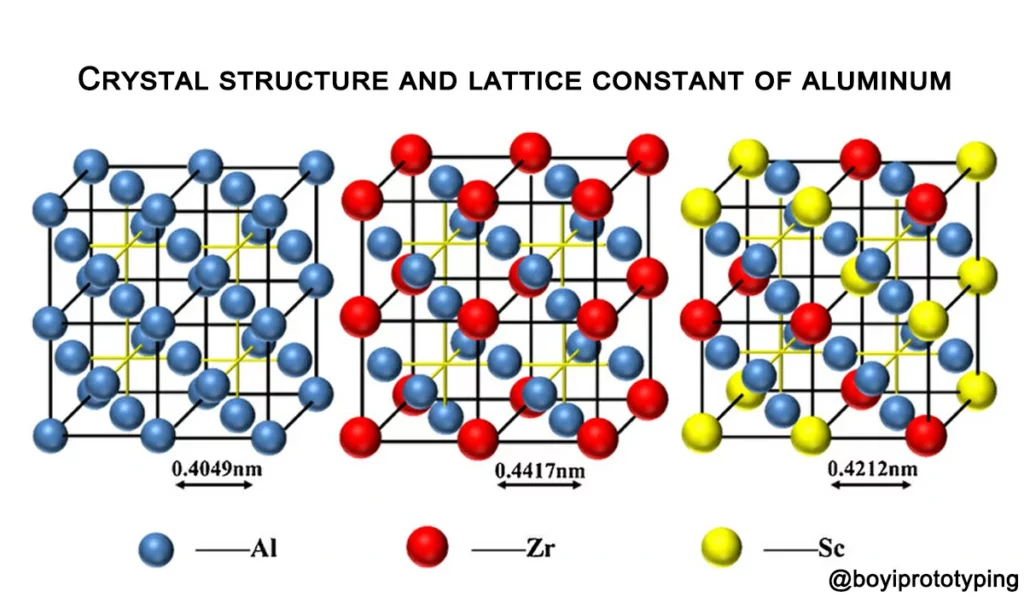
La densité de l'aluminium est proche de 2,7 g/cm³, soit seulement un tiers de celle de l'acier et du cuivre. C'est pourquoi l'aluminium est si largement utilisé. De plus, il possède d'excellentes conductivités thermiques et électriques, notamment pour les radiateurs, les applications de transfert de chaleur et la fabrication de composants électriques.
En revanche, ces caractéristiques rendent le brasage de ce matériau encore plus complexe. L'aluminium a tendance à chauffer rapidement et uniformément, ce qui complique son contrôle durant le cycle de brasage.
2. Le défi du film d'oxyde
L'un des principaux défis du brasage de l'aluminium réside dans la formation d'une couche d'oxyde dense (Al₂O₃) qui se produit instantanément au contact de l'air. Cette couche d'oxyde est très stable chimiquement, possède un point de fusion extrêmement élevé et empêche les métaux d'apport de couler sur le métal de base.
conseils clés
- On suppose que l'oxyde est toujours présent, même après un nettoyage mécanique.
- Utilisez des flux appropriés ou des atmosphères contrôlées spécifiques à l'aluminium.
- Maintenez le délai le plus court possible entre la préparation de la surface et le brasage afin de minimiser l'oxydation.
Une brasure réussie ne se “ dissout ” pas, elle doit plutôt se desserrer, se fracturer, déplacer et évacuer l'oxyde dans un flux de métal d'apport.
Contrôler la dilatation thermique et la vitesse de chauffage.
L'aluminium possède un coefficient de dilatation thermique élevé, nettement supérieur à celui de l'acier ou du cuivre. Ceci peut engendrer des contraintes et des microfissures dans la couche d'oxyde lors d'un chauffage rapide. Bien que ces fissures puissent favoriser la pénétration du flux, elles risquent d'entraîner une déformation ou un défaut d'alignement du joint en cas de chauffage non homogène.
Les meilleures pratiques comprennent :
- Chauffage lent, progressif et continu lorsque cela est possible.
- Un bon système d'aménagement adapté à l'expansion.
- Éliminer les différences thermiques importantes dans les sections minces.
Évitez les risques de surchauffe et de fonte
De nombreux alliages d'aluminium présentent une température de solidus relativement basse. Le brasage à proximité du point de fusion est également sujet à un phénomène de surchauffe, où le métal de base commence à perdre son intégrité structurelle.
L'une des règles les plus importantes est que la température de brasage ne doit pas dépasser 30 à 40 °C en dessous de la température de solidus de l'alliage. Un contrôle précis de la température est indispensable, notamment pour les pièces minces et les assemblages complexes.
Sélectionnez la température de brasage appropriée.
La température de liquidus du métal d'apport est largement utilisée comme critère de catégorisation du brasage de l'aluminium :
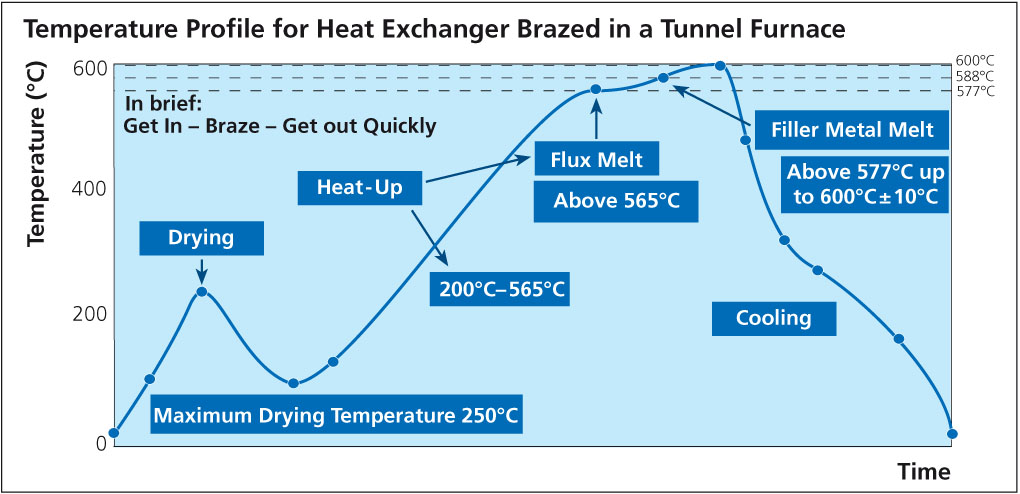
Brasage à haute température (500-630 °C).
Cette ligne de production utilise généralement des charges d'alliage aluminium-silicium (Al-Si). Ces charges sont métallurgiquement compatibles avec le métal de base, ce qui leur confère d'excellentes propriétés de mouillage et une bonne résistance à la corrosion. On la retrouve fréquemment dans les applications à forte contrainte, comme les échangeurs de chaleur.
Brasage à température moyenne (300-500 °C)
Cette gamme de métaux est généralement utilisée avec des charges zinc-aluminium (Zn-Al). Elle peut être employée à des températures de traitement plus basses, mais celles-ci doivent être rigoureusement contrôlées afin d'éviter la corrosion du métal de base.
Brasage à basse température (moins de 300 °C)
Cette méthode utilise des flux organiques et est souvent considérée comme plus proche du brasage tendre. Bien qu'elle puisse être utilisée pour des applications légères, elle offre une résistance et une durabilité des joints inférieures.
Le choix de la plage de température appropriée dépend de la composition de l'alliage, de la conception du joint et du service.
Choisissez judicieusement la technologie Flux
Le choix du flux est primordial lors du brasage de l'aluminium. Les flux classiques à base de chlorures agissent en attaquant fortement la couche d'oxyde, mais peuvent laisser des résidus corrosifs s'ils ne sont pas éliminés par lavage.
L'une des améliorations majeures concerne le flux à base de fluoroaluminate. Ces flux :
- Les non-hygroscopiques (dépourvus d'humidité) sont
- Éliminer les résidus non corrosifs.
- Insoluble dans l'eau en petite quantité.
Elles sont adaptées au brasage sous atmosphère contrôlée et à la production en grande série dans l'industrie.
Le brasage sous vide comme option pour la haute précision
L'élimination des oxydes s'effectue par brasage sous vide, sans flux conventionnel. La vapeur de magnésium joue un rôle déterminant. L'interaction entre l'oxyde de magnésium et l'oxyde d'aluminium réduit la formation d'oxyde et facilite le mouillage des métaux d'apport par transfert de masse aux interfaces et en abaissant la tension superficielle.
Les avantages du brasage sous vide seraient les suivants :
- Aucun résidu de flux sur les joints propres.
- Contrôle dimensionnel de qualité.
- Qualité régulière sur des assemblages de complexité supérieure.
Cela implique toutefois un contrôle précis du processus et un équipement spécial.
Compatibilité métallurgique
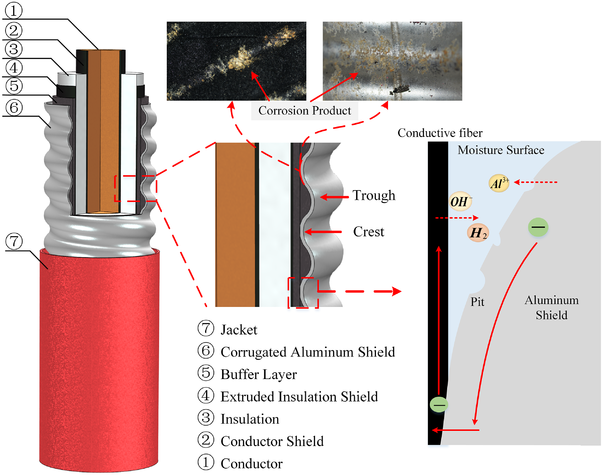
Le potentiel d'électrode de l'aluminium est fortement négatif, ce qui le rend sensible à la corrosion galvanique lorsqu'il est mélangé à d'autres métaux d'apport incompatibles. L'utilisation de métaux d'apport lourds comme l'étain ou le plomb peut entraîner une corrosion électrochimique très rapide en milieu humide ou conducteur.
Pour réduire les risques :
- Coulée de remplissage proche de l'alliage de base.
- Il ne doit pas être mélangé à des métaux différents, sauf s'il est correctement isolé.
- Environnement de service à prendre en compte lors du choix du produit de remplissage.
- Éviter la fonte et l'érosion.
Prévenir l'érosion et la fonte
Certains constituants de la charge, notamment le zinc, sont très solubles dans l'aluminium à haute température. En cas de température ou de durée de maintien trop élevées, la charge fondue peut s'infiltrer entre les grains et les éroder ou les faire fondre, en particulier dans les zones minces.
- Stratégies d'atténuation :
- Contrôle de la température.
- Temps de séjour plus courts et contrôlés.
- Espacement des articulations pour limiter le volume de produit de comblement.
Optimiser la conception et l'ajustement des joints
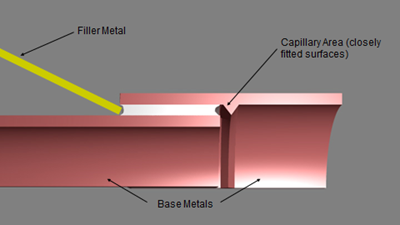
Même les meilleurs matériaux de brasage ne peuvent compenser une mauvaise conception d'assemblage. Le brasage de l'aluminium repose sur la capillarité, efficace avec des jeux contrôlés.
Les directives générales comprennent :
- Des joints propres et uniformes
- Des surfaces plutôt lisses pour faciliter l'écoulement du produit de remplissage.
- Des instructions adéquates pour favoriser la capillarité.
- Les joints bien conçus minimisent les défauts et améliorent la répétabilité.
Résumé : L'exactitude et la précision sont le secret de la réussite
Le brasage de l'aluminium représente à la fois une opportunité et un défi. La légèreté et les hautes performances de l'aluminium en font un élément précieux des systèmes d'ingénierie modernes. Cependant, la présence d'une couche d'oxyde et sa sensibilité thermique exigent une gestion rigoureuse du processus. Le choix des métaux d'apport et des flux, ainsi que le contrôle de la température pendant le brasage, reposent sur une connaissance approfondie du comportement du matériau et constituent un facteur de réussite.
On peut aussi comparer le brasage de l'aluminium à la soudure de la glace : la couche d'oxyde est une couche gelée et tenace, difficile à lier, et une chaleur excessive risque de détruire le matériau de base sous-jacent. Cependant, lorsqu'elle est réalisée avec les méthodes appropriées et une grande attention, le brasage de l'aluminium permet d'obtenir des joints robustes et fiables, adaptés aux conceptions actuelles plus légères et plus efficaces.
Pourquoi choisir Dodo Machine ?
Un équipement adapté et un processus optimisé peuvent faire une réelle différence en termes de qualité des joints et de stabilité de la production pour les braseurs d'aluminium travaillant dans des environnements industriels exigeants. Du contrôle précis de la température à la gestion rigoureuse de l'atmosphère, les solutions de brasage modernes contribuent à réduire les défauts liés à l'oxydation, les risques d'érosion et les taux de retouche.
Pour en savoir plus sur les machines de brasage professionnelles et les solutions prêtes à l'emploi conçues pour le traitement de l'aluminium, veuillez nous contacter. Machine à Dodo pour plus de détails.




