










アルミニウム合金は現代産業において重要な材料です。その低密度、高強度・高熱伝導性、そして優れた電気伝導性と熱伝導性などがその理由です。これらの特性により、アルミニウム合金は航空機・航空宇宙産業、自動車、電子機器、熱伝達用途といった産業において重要な役割を担っています。現代の製造業は、鋼や銅といった重金属の代替を目指しており、ろう付けは今後重要なプロセスとなることが予想されます。.
多くの高性能アプリケーションにおける変位の重要性は、ろう付けプロセスによる接合の成功にかかっています。しかし、アルミニウムはろう付けが容易ではありません。これは主に、アルミニウムの反応性と温度に対する敏感さによるものです。以下のヒントは、アルミニウム材料の安全かつ効率的なろう付けを確実に行うための重要な情報を提供します。.
アルミニウムの物理的および化学的性質を理解する
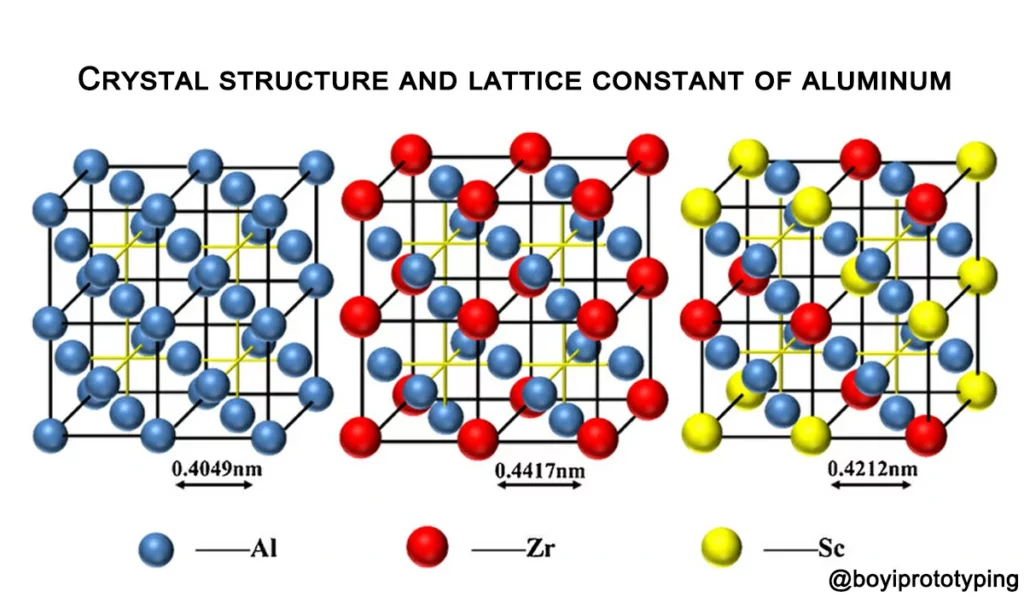
アルミニウムの密度は約2.7 g/cm³で、鋼鉄や銅のわずか3分の1です。そのため、アルミニウムは広く使用されています。さらに、アルミニウムは優れた熱伝導性と電気伝導性を備えており、特にラジエーターや熱伝達用途、そして電気部品の製造に用いられています。.
一方、これらの特性は、材料のろう付けをさらに困難にします。アルミニウムは急速かつ均一に加熱される傾向があるため、ろう付けサイクル中の制御が困難です。.
2. 酸化膜の課題
アルミニウムろう付けにおける主な課題の一つは、アルミニウム表面に緻密な酸化層(Al₂O₃)が形成されることです。これは空気に触れると瞬時に発生します。この酸化層は化学的に非常に安定しており、融点が非常に高いため、ろう材が母材上を流れるのを妨げます。.
重要なヒント
- 機械的洗浄後でも酸化物は常に存在するものと想定します。.
- アルミニウム特有の適切なフラックスまたは制御された雰囲気を使用してください。.
- 酸化を最小限に抑えるために、表面処理とろう付けの間の時間間隔をできるだけ短くしてください。.
ろう付けが成功すると、「溶解」するのではなく、フラックスを補助したフィラー金属の流れの中で、酸化物が緩み、破砕され、変位し、除去される必要があります。.
熱膨張と加熱速度を制御します。.
アルミニウムは、鋼や銅よりも大幅に高い熱膨張係数を有しています。そのため、高速加熱時に応力が発生し、酸化皮膜に微小亀裂が生じる可能性があります。このような亀裂はフラックスの浸透性を高める上で有益ですが、加熱が不均一な場合には、接合部の歪みや位置ずれを引き起こす可能性があります。.
ベストプラクティスは次のとおりです。
- 可能な場合は、ゆっくりと、徐々に、継続的に加熱します。.
- 拡張に適した優れた固定具。.
- 薄い部分における温度差の大きなストロークを排除します。.
過度の燃焼や溶解のリスクを回避する
多くのアルミニウム合金は固相線温度が比較的低いため、融点付近でのろう付けはオーバーバーン現象の影響を受けやすく、母材の構造的完全性が失われ始めます。.
最も効果的なルールの一つは、ろう付け温度を合金の固相線温度より30~40℃低い温度以下に抑えることです。特に薄い部品や複雑な組立では、厳密な温度管理が必要です。.
適切なろう付け温度を選択します。.
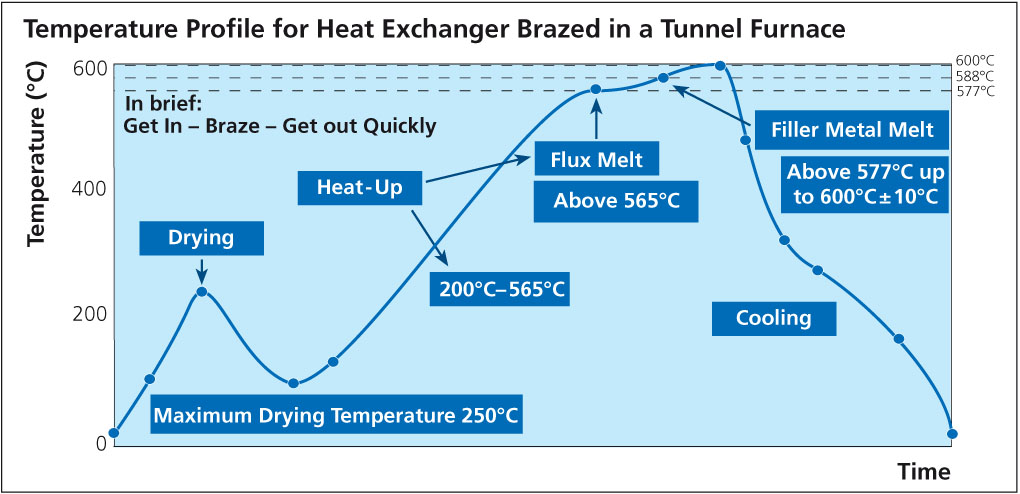
アルミニウムろう付けの分類として、フィラー金属の液相線温度が広く使用されています。
高温ろう付け(500~630℃)。.
このラインでは通常、アルミニウム-シリコン(Al-Si)フィラーが使用されます。これらのフィラーは母材との冶金学的適合性が高く、優れた濡れ性と耐食性を備えています。熱交換器のように、高負荷が要求される用途で広く使用されています。.
中温ろう付け(300~500℃)
この範囲は通常、亜鉛アルミニウム(Zn-Al)フィラーで使用されます。より低い処理温度でも使用できますが、母材の腐食を防ぐため、温度を適切に管理する必要があります。.
低温ろう付け(300℃未満)
この方法は有機フラックス系を採用しており、しばしば軟質はんだ付けに近いと考えられています。軽負荷用途には使用できますが、接合強度と耐久性は低くなります。.
適切な温度範囲の選択は、合金の組成、ジョイントの設計、およびサービスに基づいて行われます。.
フラックス技術を賢く選ぶ
アルミニウムのろう付けにおいては、フラックスの選択が非常に重要です。従来の塩化物系のフラックスは、酸化層に強く作用しますが、洗い流さない限り、腐食性の残留物が残る可能性があります。.
最も大きな改良点の一つは、フッ化アルミネート系フラックスです。これらのフラックスは、
- 非吸湿性(水分が少ない)は
- 非腐食性残留物を放棄します。.
- 少量では水に溶けません。.
これらは、産業における制御雰囲気ろう付けおよび大量生産に適しています。.
高精度のオプションとしての真空ろう付け
真空ろう付けでは酸化物の除去が行われ、従来のフラックスは使用されません。むしろ、マグネシウム蒸気が決定的な要因となります。マグネシウムと酸化アルミニウムの相互作用により酸化物が減少し、界面間の物質移動と表面張力の低下によってフィラーの濡れが促進されます。.
真空ろう付けの利点は次のとおりです。
- きれいな接合部にはフラックス残留物はありません。.
- 品質寸法管理。.
- より複雑なアセンブリでも通常の品質が得られます。.
ただし、プロセスの正確な制御と特別な装置が必要になります。.
冶金学的適合性
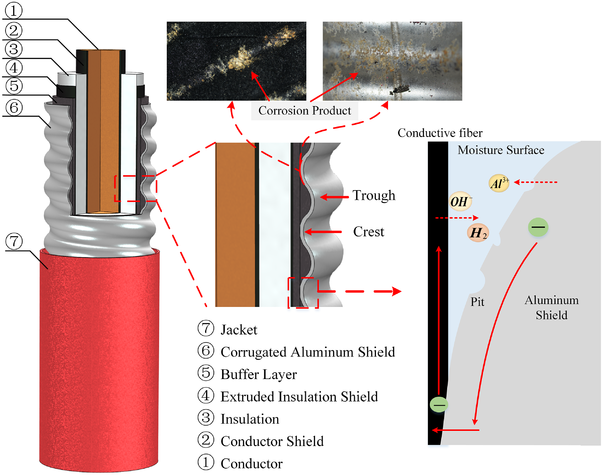
アルミニウムの電極電位は非常に負に高いため、他の不適合なフィラー金属と混合するとガルバニック腐食が発生しやすくなります。スズや鉛などの重金属を含むフィラーを使用した用途では、湿潤状態や導電性のある環境では非常に急速に電気化学的腐食が発生する可能性があります。.
リスクを軽減するには:
- ベース合金にフィラー鋳造を密着させます。.
- 適切に絶縁されていない限り、異種金属と混合しないでください。.
- フィラーの選択時に考慮すべきサービス環境。.
- 溶融と浸食を回避します。.
浸食と溶融を防ぐ
一部のフィラー成分、特に亜鉛は、高温下でアルミニウムに非常に溶けやすい性質があります。温度が高すぎたり、滞留時間が長すぎたりすると、溶融したフィラーが粒界を貫通し、特に薄い部分で侵食または溶融する可能性があります。.
- 緩和戦略:
- 温度の制御。.
- 制御されたより短い滞留時間。.
- フィラーの量を制限するジョイントのクリアランス。.
ジョイント設計とフィットアップを最大化
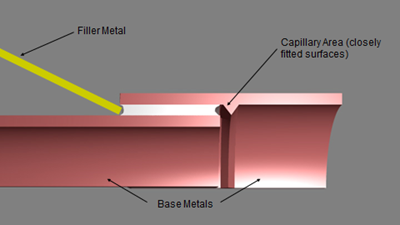
優れたろう材であっても、接合部の不良設計を補うことはできません。アルミニウムろう付けは毛細管現象に基づいており、クリアランスが規定されている場合に効果的です。.
一般的なガイドラインは次のとおりです。
- きれいで均一なジョイントギャップ
- フィラーの流れを容易にするために表面はかなり滑らかです。.
- 毛細管現象を助けるための適切な指導。.
- 適切に設計されたジョイントは欠陥を最小限に抑え、再現性を高めます。.
要約: 正確さと精密さが成功の秘訣
アルミニウム材料のろう付けは、機会であると同時に課題でもあります。アルミニウムは軽量で高性能な特性を有し、現代のエンジニアリングシステムにおいて非常に貴重な要素となっています。しかし、酸化皮膜の存在と熱に対する敏感さから、厳格で組織化されたプロセス管理が求められます。ろう付け工程におけるフィラーとフラックスの選択、そして温度制御は、材料挙動に関する知識に大きく依存しており、成功の鍵はそこにあります。.
アルミニウムろう付けを氷の溶接に例えると、酸化物層は凍結した頑固な層であり、結合が困難です。過度の熱は下地の母材を容易に破壊します。しかし、適切な方法を用い、細心の注意を払えば、アルミニウムろう付けは、より軽量で効率的な設計の最新動向にも対応できる、強力で信頼性の高い接合部を提供することもできます。.
Dodo Machineを選ぶ理由
適切な設備とプロセスサポートは、過酷な産業環境でアルミニウムろう付けを行うお客様にとって、接合品質と生産安定性に目に見える変化をもたらします。精密な温度制御から一貫した雰囲気管理まで、最新のろう付けソリューションは、酸化物関連の欠陥、浸食リスク、そして手直し率の低減に役立ちます。.
アルミニウム加工用に設計されたプロ仕様のろう付け機械と生産準備完了のソリューションの詳細については、お問い合わせください。 ドードーマシン 詳細については、こちらをご覧ください。.




