










Le leghe di alluminio sono un materiale importante nell'industria moderna. Le ragioni includono la loro bassa densità, l'elevato rapporto resistenza/peso e l'elevata conduttività elettrica e termica. Queste proprietà le rendono fondamentali in settori come l'aeronautica e l'aerospaziale, l'automobile, l'elettronica e le applicazioni di trasferimento termico. Si prevede che l'impegno dei produttori moderni nel sostituire metalli più pesanti come acciaio e rame renderà la brasatura un processo importante.
L'importanza dello spostamento in molte applicazioni ad alte prestazioni dipende dalla riuscita della brasatura. Tuttavia, l'alluminio non può essere brasato facilmente. Ciò è dovuto principalmente alla reattività e alla sensibilità alla temperatura del materiale. I seguenti suggerimenti forniranno alcune informazioni essenziali per garantire una brasatura sicura ed efficiente dei materiali in alluminio.
Comprendere le proprietà fisiche e chimiche dell'alluminio
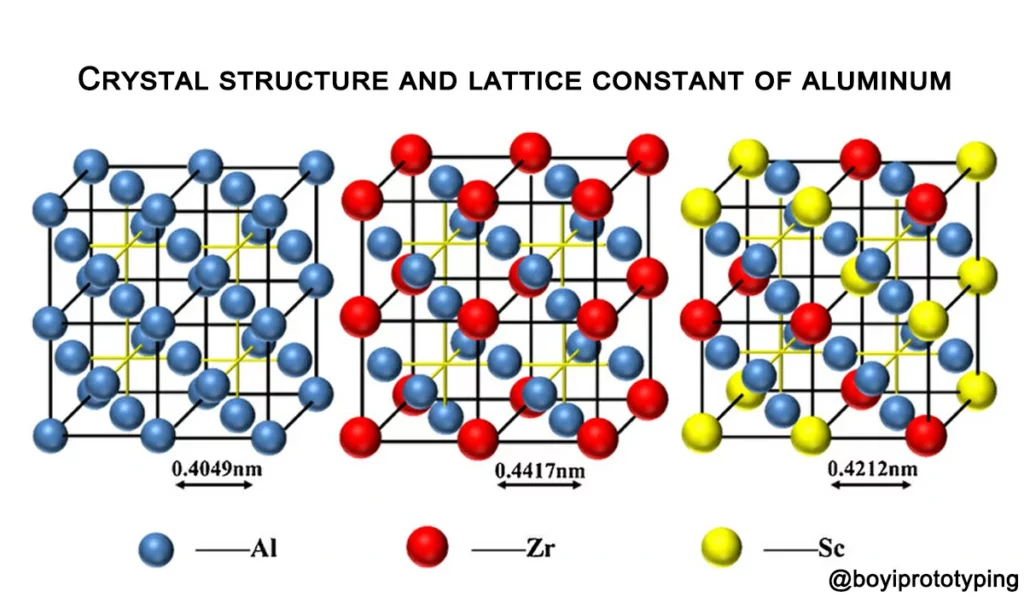
La densità dell'alluminio è prossima a 2,7 g/cm³, ovvero solo un terzo di quella dell'acciaio e del rame. Ecco perché l'alluminio è così ampiamente utilizzato. Inoltre, l'alluminio ha buone conduttività termica ed elettrica, soprattutto nei radiatori e nelle applicazioni di trasferimento di calore, nonché nella produzione di componenti elettrici.
D'altro canto, queste caratteristiche rendono la brasatura del materiale ancora più impegnativa. L'alluminio tende a riscaldarsi rapidamente e in modo uniforme, rendendo difficile il controllo durante il ciclo di brasatura.
2. La sfida del film di ossido
Una delle principali sfide della brasatura dell'alluminio è la formazione di uno strato di ossido denso (Al₂O₃) sull'alluminio, che si forma istantaneamente a contatto con l'aria. Lo strato di ossido è chimicamente molto stabile, ha un punto di fusione estremamente elevato e impedisce ai metalli d'apporto di scorrere sul metallo base.
suggerimenti chiave
- Si supponga che l'ossido sia sempre presente, anche dopo la pulizia meccanica.
- Utilizzare flussi appropriati o atmosfere controllate specifiche per l'alluminio.
- Mantenere l'intervallo di tempo tra la preparazione della superficie e la brasatura il più breve possibile per ridurre al minimo l'ossidazione.
Una brasatura riuscita non si “dissolve”, ma deve allentarsi, fratturarsi, spostarsi e allontanare l’ossido in un flusso di metallo d’apporto assistito da flusso.
Controllare la crescita termica e la velocità di riscaldamento.
L'alluminio ha un coefficiente di dilatazione termica elevato, sostanzialmente maggiore di quello dell'acciaio o del rame. Ciò può causare tensioni e microfratture dello strato di ossido durante il riscaldamento ad alta velocità. Sebbene tali crepe possano essere utili per migliorare la penetrazione del flusso, potrebbero causare distorsioni o disallineamenti del giunto in caso di riscaldamento disomogeneo.
Le migliori pratiche includono:
- Riscaldamento lento, graduale e continuo, ove possibile.
- Buon fissaggio per adattarsi all'espansione.
- Eliminazione di ampie porzioni di differenze termiche in sezioni sottili.
Evitare rischi di bruciature eccessive e di fusione
Molte leghe di alluminio hanno una temperatura di solidificazione relativamente bassa. Anche la brasatura in prossimità del punto di fusione è soggetta all'effetto di sovracombustione, che causa la perdita di integrità strutturale del metallo base.
Una delle regole più efficaci è che la temperatura di brasatura non deve essere inferiore di 30-40 °C alla temperatura di solidus della lega. Una regolazione precisa della temperatura è necessaria soprattutto su parti sottili e assemblaggi complessi.
Selezionare la temperatura appropriata per la brasatura.
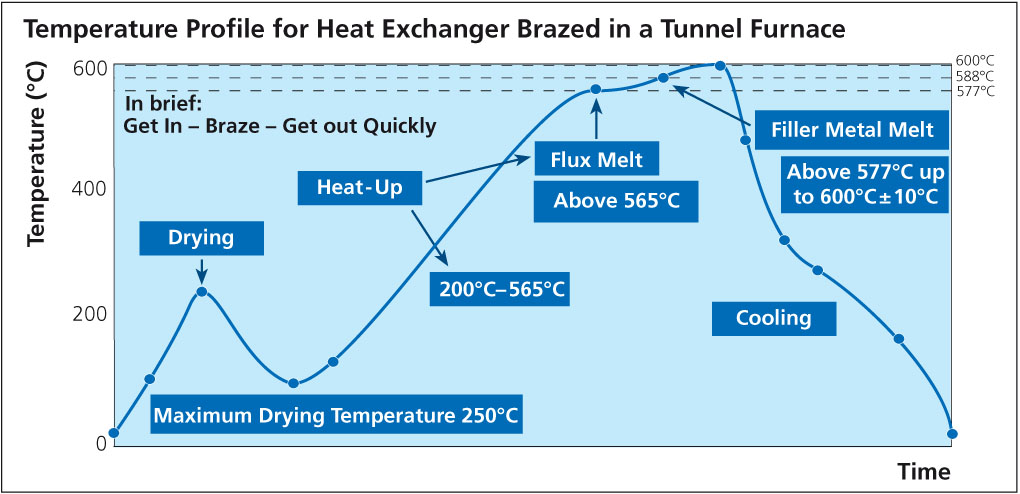
La temperatura di liquidus del metallo d'apporto è ampiamente utilizzata come categorizzazione della brasatura dell'alluminio:
Brasatura ad alta temperatura (500-630 °C).
Questa linea sfrutta normalmente cariche di alluminio-silicio (Al-Si). Queste cariche sono metallurgicamente compatibili con il metallo base, conferendo loro un comportamento di bagnatura superlativo e una buona resistenza alla corrosione. Si tratta di un'applicazione comune in presenza di carichi elevati, come gli scambiatori di calore.
Brasatura a media temperatura (300-500 °C)
Questa gamma viene solitamente utilizzata con riempitivi di zinco-alluminio (Zn-Al). Possono essere utilizzati a temperature di lavorazione più basse, ma devono essere ben controllate per evitare di erodere il metallo base.
Brasatura a bassa temperatura (meno di 300 °C)
Questo metodo impiega sistemi di flusso organici ed è spesso considerato più simile alla saldatura dolce. Sebbene possa essere utilizzato in applicazioni leggere, presenta una minore resistenza e durata delle giunzioni.
La scelta del giusto intervallo di temperatura si basa sulla composizione della lega, sulla progettazione del giunto e sul servizio.
Scegli la tecnologia Flux con saggezza
La scelta del flusso è molto importante nella brasatura dell'alluminio. I flussi convenzionali sotto forma di cloruri agiscono interferendo in modo aggressivo con lo strato di ossido, ma possono lasciare residui corrosivi se non vengono lavati via.
Uno dei maggiori miglioramenti è quello dei flussi a base di fluoroalluminato. Questi flussi:
- Non igroscopici (privi di umidità) sono
- Rinunciare ai residui non corrosivi.
- Insolubile in acqua in piccole quantità.
Sono adatti alla brasatura in atmosfera controllata e alla produzione su larga scala nell'industria.
Brasatura sotto vuoto come opzione per alta precisione
La rimozione dell'ossido avviene tramite brasatura sotto vuoto, senza l'utilizzo di flussi convenzionali. Il vapore di magnesio è un fattore determinante. L'interazione tra magnesio e ossido di alluminio riduce l'ossido e facilita la bagnatura dei riempitivi mediante trasferimento di massa tra le interfacce, oltre ad abbassare la tensione superficiale.
I vantaggi della brasatura sotto vuoto sarebbero:
- Nessun residuo di flusso nei giunti puliti.
- Controllo dimensionale della qualità.
- Qualità regolare su assemblaggi di maggiore complessità.
Tuttavia, ciò richiede un controllo preciso del processo e attrezzature speciali.
Compatibilità metallurgica
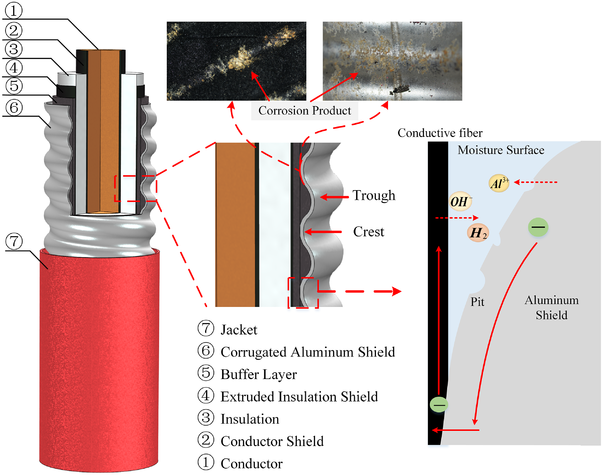
Il potenziale elettrodico dell'alluminio è fortemente negativo, rendendolo quindi soggetto a corrosione galvanica se miscelato con altri metalli d'apporto incompatibili. Le applicazioni che utilizzano materiali d'apporto con metalli pesanti come stagno o piombo possono portare a corrosione elettrochimica che si verifica molto rapidamente in condizioni di umidità o conduttività.
Per ridurre il rischio:
- Chiudere la fusione del materiale di riempimento con la lega di base.
- Non deve essere mescolato con metalli diversi, a meno che non sia adeguatamente isolato.
- Ambiente di servizio da considerare durante la selezione del riempitivo.
- Evitare la fusione e l'erosione.
Prevenire l'erosione e la fusione
Alcuni componenti del riempitivo, in particolare lo zinco, sono molto solubili nell'alluminio ad alte temperature. In caso di temperatura o tempo di permanenza eccessivi, il riempitivo fuso può penetrare attraverso i bordi dei grani e corrodersi o fondersi, soprattutto nelle zone con spessori sottili.
- Strategie di mitigazione:
- Controllo della temperatura.
- Tempi di permanenza più brevi e controllati.
- Giochi tra i giunti per limitare i volumi di riempimento.
Ottimizzare la progettazione e l'adattamento delle giunzioni
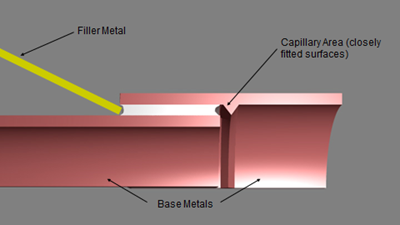
Nemmeno un materiale di brasatura di qualità superiore è in grado di compensare una giunzione mal progettata. La brasatura dell'alluminio si basa sull'azione capillare, che è efficace con giochi regolati.
Le linee guida generali includono:
- Giunti puliti e uniformi
- Superfici piuttosto lisce per facilitare il flusso del riempitivo.
- Istruzioni adeguate per favorire l'azione capillare.
- I giunti ben progettati riducono al minimo i difetti e migliorano la ripetibilità.
Riepilogo: Accuratezza e precisione sono il segreto del successo
La brasatura dei materiali in alluminio rappresenta un'opportunità e una sfida. La leggerezza e le elevate prestazioni dell'alluminio lo rendono un elemento inestimabile nei sistemi ingegneristici contemporanei, ma la presenza di film di ossido e la sensibilità termica richiedono una gestione rigorosa e regolamentata del processo. La scelta di riempitivi e flussi, così come il controllo della temperatura durante il processo di brasatura, si basano sulla conoscenza del comportamento del materiale e rappresentano un successo predeterminato.
Un altro modo per immaginare la brasatura dell'alluminio è paragonarla alla saldatura del ghiaccio: lo strato di ossido è uno strato congelato e ostinato, difficile da saldare, e il calore eccessivo distruggerà facilmente il materiale di base sottostante. Tuttavia, con l'impiego di metodi appropriati e la massima attenzione, la brasatura dell'alluminio può anche fornire giunzioni resistenti e affidabili, in grado di adattarsi alle attuali esigenze dei progetti più leggeri ed efficienti.
Perché scegliere Dodo Machine
Le attrezzature e il supporto di processo adeguati possono fare una differenza tangibile nella qualità dei giunti e nella stabilità della produzione per chi lavora con la brasatura dell'alluminio in ambienti industriali impegnativi. Dal controllo preciso della temperatura alla gestione costante dell'atmosfera, le moderne soluzioni di brasatura contribuiscono a ridurre i difetti legati all'ossido, i rischi di erosione e i tassi di rilavorazione.
Per saperne di più sui macchinari per brasatura professionale e sulle soluzioni pronte per la produzione progettate per la lavorazione dell'alluminio, contattaci Macchina Dodo per ulteriori dettagli.




