









Por qué la humectación es la base de la soldadura fuerte.
En la tecnología de soldadura fuerte, la fiabilidad de la unión no depende de la temperatura del horno ni de la selección del metal de aportación, sino de la interfaz. La integridad de la unión depende directamente de la capacidad del metal de aportación fundido para fluir, adherirse y unirse al material base sólido. La base científica de la soldabilidad reside en la humectación y la adhesión que controlan este comportamiento.
Cuando se utilizan equipos de soldadura fuerte en atmósfera controlada y al vacío como los fabricados por Máquina Dodo, En lo que respecta a la soldadura fuerte industrial, el comportamiento de humectación es fundamental para determinar los metales de aporte y optimizar el rango de parámetros del proceso, así como para lograr una calidad de producción uniforme. Una humectación inadecuada provoca uniones incompletas, la formación de huecos y fallos mecánicos, independientemente de la sofisticación del sistema de calentamiento.
Teoría de la humectación y la adhesión: fundamentos.
El ángulo de humectación como indicador principal.
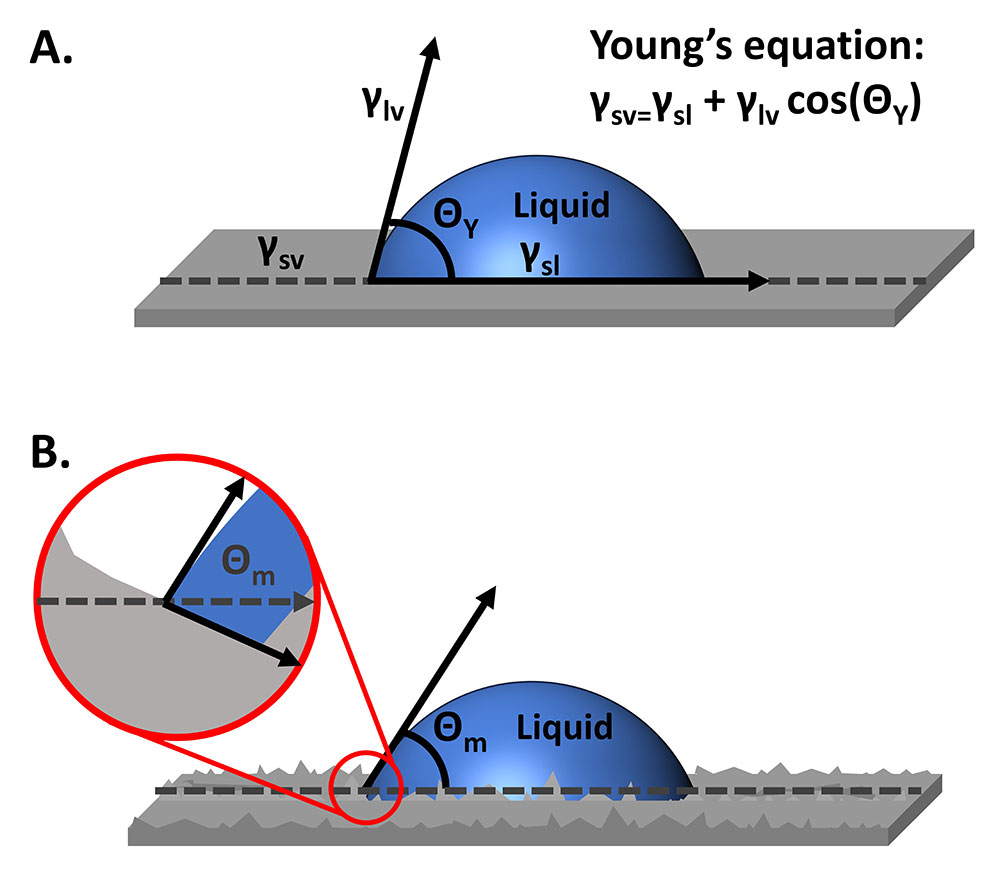
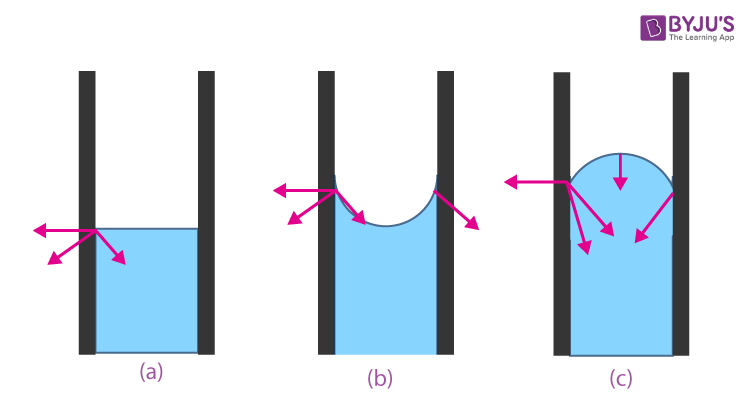
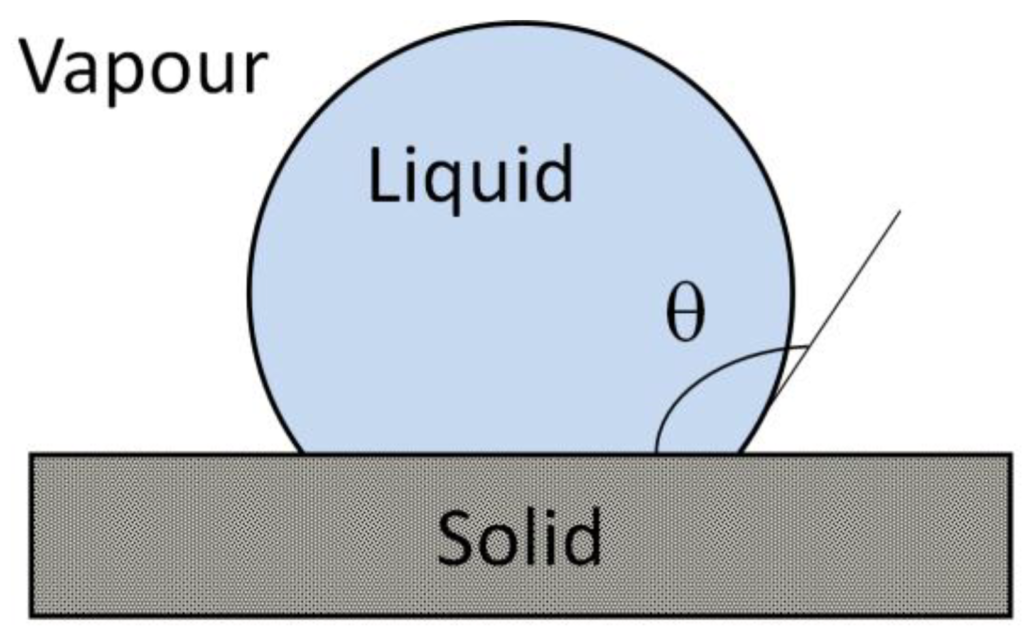
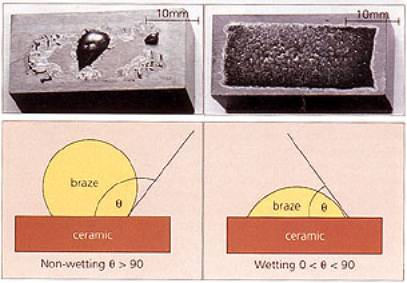
El ángulo de humectación (θ) entre un sustrato sólido y un metal de relleno líquido es el criterio más utilizado para evaluar la humectabilidad. Convencionalmente:
θ < 90° – Se produce humectación
θ ≪ 90°- Excelente humectación, buena para soldar.
θ → 90°- humectación marginal, baja fiabilidad.
Pero limitar la evaluación de la soldadura fuerte a un simple requisito de θ < 90° no es aplicable a la industria. Una cosa es la soldabilidad práctica, es decir, si se produce o no la humectación; pero otra muy distinta es la rapidez, la estabilidad y la solidez de la unión química en la interfaz.
Lograr un equilibrio entre las fuerzas adhesivas y cohesivas.
El resultado de un equilibrio entre: es el ángulo de humectación.
- Fuerza adhesiva (Wa) del metal de relleno líquido sobre el material base sólido.
- Fuerza cohesiva, simbolizada por la energía superficial del líquido (σLV).
Cuando las fuerzas de adhesión superan a las de cohesión, se obtiene una buena humectación. Esta condición se logra normalmente en sistemas metálicos solo después de que se establecen fuertes enlaces químicos interfaciales durante la soldadura fuerte, por ejemplo, mediante enlaces metálicos o compuestos.
Es muy difícil lograr una humectación uniforme de las juntas estructurales mediante el contacto físico puro, incluso sin reacción interfacial.
Reacciones interfaciales y su contribución a la humectación
En los sistemas de soldadura fuerte, la humectación rara vez es estática. Tan pronto como el material de aporte fundido entra en contacto con el sustrato, comienzan inmediatamente las reacciones interfaciales. Estas reacciones son:
- Modificar la química de la superficie
- Reducir la energía interfacial
- Permitir el establecimiento de capas de reacción.
- Mejora el comportamiento de propagación con el tiempo.
Por eso, el ángulo de humectación no debe considerarse como un valor absoluto, que debe medirse en un momento determinado.
Evaluación experimental de la humectación: la gota sésil
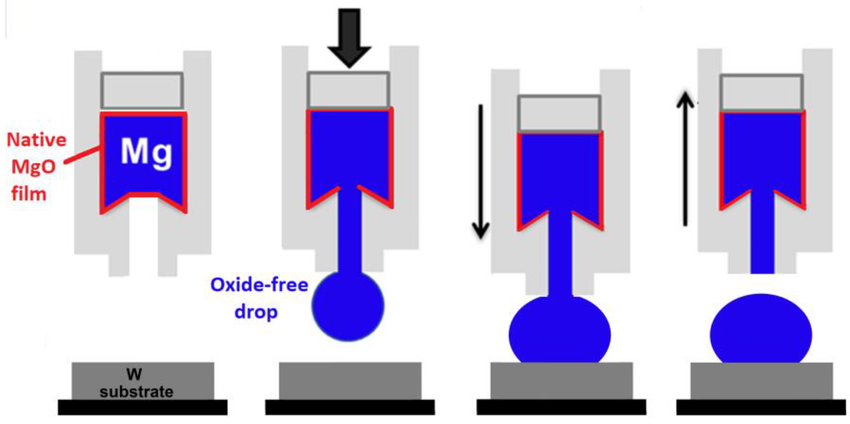
El método experimental más común para el estudio y el desarrollo industrial de la soldadura fuerte es el método de la gota sésil en el estudio del comportamiento de humectación a alta temperatura.
¿Qué hace que el método de la gota sésil sea fundamental?
Esta técnica implica la aplicación de una pequeña cantidad de metal de relleno sólido sobre un material plano y su calentamiento hasta que el metal se funde. Con la forma de la gota fundida, los ingenieros pueden medir:
- Ángulo de humectación inicial (θ₀)
- Comportamiento en relación con el tiempo: Humectación.
- Ángulo de humectación de la última etapa (θF)
- Cinética de propagación
Estos hallazgos pueden ser de vital importancia para:
- Deben elegirse las composiciones del metal de aportación.
- Configuración del perfil de temperatura de soldadura fuerte.
- Determinar el tiempo de mantenimiento a la temperatura máxima.
- Selección de la atmósfera de soldadura (gas inerte o vacío)
Los datos de caída sésil se pueden utilizar en entornos industriales con Máquina Dodo Sistemas de soldadura fuerte para introducir la teoría del laboratorio en factores de producción consistentes.
Tipos y mecanismos de humectación
Humectación no reactiva
La humectación no reactiva se produce cuando el metal de aportación fundido se deposita sobre el sustrato, pero no se forman nuevos compuestos en la interfaz.
Características clave
- Común en sustratos metálicos limpios y libres de óxido.
- Los ángulos de humectación de los metales y aleaciones líquidas pueden ser mucho menores de 90°.
- El principio de humectación depende principalmente de la limpieza de la superficie y de la compatibilidad entre las energías superficiales.
A modo de ejemplo, la humectación de sustratos metálicos recién limpiados resulta práctica con metales fundidos, mientras que la oxidación, incluso a nivel microscópico, puede aumentar drásticamente el ángulo de humectación.
Se destaca la necesidad de contar con atmósferas controladas y un control de temperatura análogo, y en este contexto, el equipo de soldadura fuerte ofrecido por máquina de dodo se vuelve muy crítico.
Humectación reactiva
La humectación no reactiva resulta inadecuada para la soldadura fuerte de cerámicas, carburos o materiales a base de óxidos que requieren humectación reactiva.
Función de los elementos activos
Para estimular las reacciones interfaciales, se incorporan elementos activos como el titanio (Ti) a los metales de relleno. Estos elementos:
- Cómo reaccionar con sustratos cerámicos.
- Crea capas compuestas que sean continuas.
- Producir nuevas superficies con una humectabilidad significativamente mayor.
Esto conlleva una reducción gradual del ángulo de humectación, desde un ángulo inicial (th0) hasta un ángulo de equilibrio final (thF) durante el proceso de soldadura. Esta dependencia temporal justifica la importancia del tiempo de permanencia a la temperatura de soldadura, que es igual a la temperatura máxima.
Dos tipos de soldadura fuerte y condiciones de humectación
Soldadura capilar

La soldadura capilar es un proceso que depende del libre movimiento del metal de aportación fundido a través de pequeños orificios entre los materiales base.
Requisitos de humectación
- El ángulo de humectación debe ser significativamente menor a 90 grados.
- Es obligatorio humedecer abundantemente.
- La infiltración se produce debido a la fuerza capilar.
La tasa de intrusión depende de:
- Viscosidad del líquido
- Geometría de la brecha
- Balance energético superficial
La soldadura fuerte capilar no es posible sin una gran humectación, incluso cuando se pueden controlar la temperatura y la presión.
Soldadura fuerte entre capas
En la soldadura fuerte entre capas, el metal de aportación se coloca directamente entre los componentes, sin fluir hacia el espacio vacío.
Tolerancia del ángulo de humectación
- Puede producirse soldadura fuerte, incluso cuando el ángulo se aproxima a los 90°.
- Para obtener uniones fiables, es muy conveniente que el ángulo sea inferior a 45 grados.
El último tipo de unión depende directamente del ángulo de humectación inherente. En caso de humectación deficiente, se formarán zonas de unión discontinuas, mientras que con una buena humectación, habrá capas intermedias uniformes.
Esto es especialmente esencial en los sistemas reactivos de soldadura fuerte, en los que la propagación puede verse limitada por las velocidades de reacción entre las diferentes partes.
Ejemplos de aplicaciones prácticas que muestran la relación entre la humectabilidad y la soldabilidad.

Soldadura fuerte de acero inoxidable con relleno eutéctico de CuAg.
Cuando se utilizan rellenos eutécticos de CuAg no reactivos o débilmente reactivos en la soldadura fuerte de acero inoxidable:
- La preparación de la superficie es fundamental para la humectación.
- Las capas de óxidos contribuyen en gran medida a una disminución de la humectación.
- Es necesario realizar una soldadura fuerte controlada.
En este caso, los experimentos de humectación pueden utilizarse para determinar temperaturas y tiempos de mantenimiento aceptables.
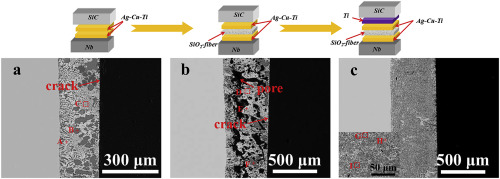
Soldadura fuerte de SiC con rellenos de aleación metal-silicio.
El carburo de silicio necesita metales de relleno que puedan reaccionar con su estructura covalente:
- La interacción entre la humectación se ve potenciada por la química.
- La dirección de difusión depende de la composición de la aleación.
- Una reacción exagerada puede disminuir la fiabilidad de las articulaciones.
Las pruebas de gota sésil son esenciales para el control de la humectación y la reacción.
Soldadura fuerte de alúmina utilizando metales de aporte reactivos de CuAgTi.
Soldadura fuerte de cerámicas de alúmina:
- El titanio facilita la unión y la humectación.
- En la interfaz, se forma una capa de reacción.
- El proceso de humectación no ocurre de inmediato.
No obstante, las velocidades de propagación en los sistemas reactivos suelen estar limitadas, y la soldadura fuerte entre capas es la metodología más segura.
La importancia de la humectación en las industrias de soldadura fuerte
La humectación no es un fenómeno consecuente, sino el mecanismo que rige la formación de las uniones soldadas. Las temperaturas más altas y los ciclos más largos no logran compensar una humectación deficiente. En cambio, esto conduce a:
- Articulaciones débiles
- Unión incompleta
- Aumento de las tasas de desecho
- Vida útil reducida
En aplicaciones industriales donde los hornos de Dodo Machine funcionan mediante soldadura fuerte, un resultado útil es que es posible conocer la humectación, lo que significa que:
- Una elección más acertada del metal de aportación.
- Perfiles de calefacción optimizados
- Producción en masa a gran escala
- Calidad de lote ininterrumpida.
En la soldadura fuerte contemporánea, el control del comportamiento de humectación es lo que distingue la teoría de la práctica.
Preguntas frecuentes
1. Para una soldadura fuerte industrial fiable, ¿qué ángulo de humectación es necesario?
Un ángulo de humectación inferior a 90° indica únicamente una humectación básica, lo cual resulta insuficiente para garantizar la fiabilidad industrial. En realidad, la formación de uniones estables se logra con ángulos inferiores a 45°. Si bien la soldadura fuerte entre capas puede soportar ángulos algo mayores con un riesgo controlado, la soldadura fuerte capilar requiere ángulos aún menores para garantizar la infiltración completa del material de relleno.
2. Aunque el metal de relleno técnicamente humedezca la superficie, ¿por qué sigue fallando la soldadura fuerte?
Debido a la naturaleza dinámica de la humectación, el ángulo de humectación puede no alcanzar un valor bajo y estable durante todo el ciclo de soldadura debido a la oxidación superficial, la gestión inestable de la atmósfera, un tiempo de mantenimiento insuficiente o un calentamiento desigual. Mantener condiciones de humectación ideales durante la fusión y la extensión es esencial para el éxito de la soldadura industrial.
3. ¿Por qué la humectación es más importante para la soldadura capilar que para la soldadura entre capas?
Para introducir el material de aporte fundido en espacios reducidos, la soldadura capilar se basa exclusivamente en las fuerzas capilares. Es necesaria una buena humectación para que estas fuerzas sean efectivas. Una humectación insuficiente impedirá que el metal de aporte fluya, lo que provocará defectos internos y uniones incompletas. Dado que el material de aporte se aplica justo en la interfaz de la unión, la soldadura entre capas es menos sensible.
4. ¿Cómo mejora la soldadura fuerte de cerámica a metal la humectación reactiva?
Mediante humectación reactiva, se crea una nueva capa compuesta que introduce ingredientes activos que reaccionan químicamente con las superficies cerámicas. La mayor humectabilidad de esta capa permite una fuerte adhesión, ya que provoca una disminución gradual del ángulo de contacto. Sin embargo, para evitar la fragilidad de las fases interfaciales, es fundamental controlar la velocidad de reacción.
5. ¿Qué es crucial para el control de la humectación en la soldadura fuerte industrial a gran escala?
Pequeños cambios en el comportamiento de humectación pueden resultar en variaciones notables en la calidad de las juntas en la producción en masa. Las tasas de desperdicio, el retrabajo y la variabilidad del rendimiento aumentan debido a una humectación inadecuada. Cuando se utilizan materiales industriales equipo de soldadura fuerte Al igual que en los sistemas de Dodo Machine, la humectación estable permite una geometría de unión reproducible, una resistencia mecánica uniforme y una producción fiable.



