










Алюминиевые сплавы являются важным материалом в современной промышленности. Причины этого включают низкую плотность, высокое соотношение прочности к весу, а также высокую электрическую и тепловую проводимость. Эти свойства делают их ключевыми в таких отраслях, как авиастроение и аэрокосмическая промышленность, автомобилестроение, электроника и теплопередача. Ожидается, что стремление современных производителей вытеснить более тяжелые металлы, такие как сталь и медь, сделает пайку важным процессом.
В многих высокопроизводительных приложениях значение смещения зависит от успешного создания соединений методом пайки. Однако алюминий нелегко паять. Это в основном связано с реакционной способностью и температурной чувствительностью материала. Следующие советы предоставят важную информацию для обеспечения безопасной и эффективной пайки алюминиевых материалов.
Понимание физических и химических свойств алюминия
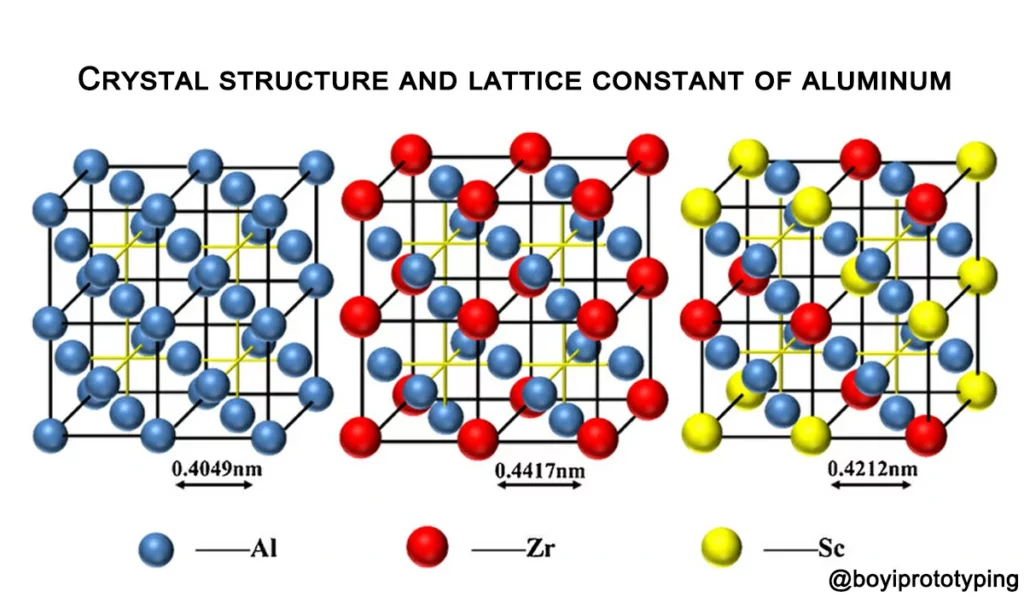
Плотность алюминия составляет около 2,7 г/см³, что всего лишь треть от плотности стали и меди. Именно поэтому алюминий так широко используется. Кроме того, алюминий обладает хорошей тепло- и электропроводностью, особенно в радиаторах и системах теплопередачи, а также при изготовлении электрических компонентов.
С другой стороны, эти свойства еще больше усложняют пайку материала. Алюминий имеет тенденцию быстро и равномерно нагреваться, что затрудняет контроль процесса пайки.
2. Испытание оксидной пленки
Одной из главных проблем при пайке алюминия является образование плотного оксидного слоя (Al₂O₃) на алюминии, которое происходит мгновенно при контакте с воздухом. Оксидный слой химически очень стабилен, имеет чрезвычайно высокую температуру плавления и препятствует растеканию припоя по основному металлу.
ключевые советы
- Предполагается, что оксид всегда присутствует, даже после механической очистки.
- Используйте соответствующие флюсы или контролируемые атмосферы, специально предназначенные для алюминия.
- Чтобы свести к минимуму окисление, сократите временной интервал между подготовкой поверхности и пайкой.
Успешная пайка не предполагает “растворения”, а должна способствовать разрыхлению, разрушению, вытеснению и удалению оксидного слоя в потоке присадочного металла с использованием флюса.
Контроль теплового расширения и скорости нагрева.
Алюминий обладает повышенным коэффициентом теплового расширения, значительно превышающим коэффициенты стали или меди. Это может привести к напряжениям и микротрещинам в оксидном слое при высокоскоростном нагреве. Хотя такие трещины могут способствовать лучшему проникновению флюса, они могут вызвать деформацию или смещение соединения в случае неоднородного нагрева.
К передовым практикам относятся:
- По возможности следует применять медленный, постепенный и непрерывный нагрев.
- Удачное оборудование, подходящее для расширения производства.
- Устранение общих температурных различий в тонких срезах.
Избегайте риска перегрева и плавления.
У большого числа алюминиевых сплавов относительно низкая температура солидуса. Пайка вблизи точки плавления также подвержена эффекту перегрева, при котором основной металл начинает терять свою структурную целостность.
Одно из наиболее эффективных правил заключается в том, что температура пайки не должна быть выше, чем на 30-40 °C ниже температуры солидуса сплава. Тщательный контроль температуры необходим, особенно для тонких деталей и сложных узлов.
Выберите подходящую температуру пайки.
Температура ликвидуса припоя широко используется в качестве классификации пайки алюминия:
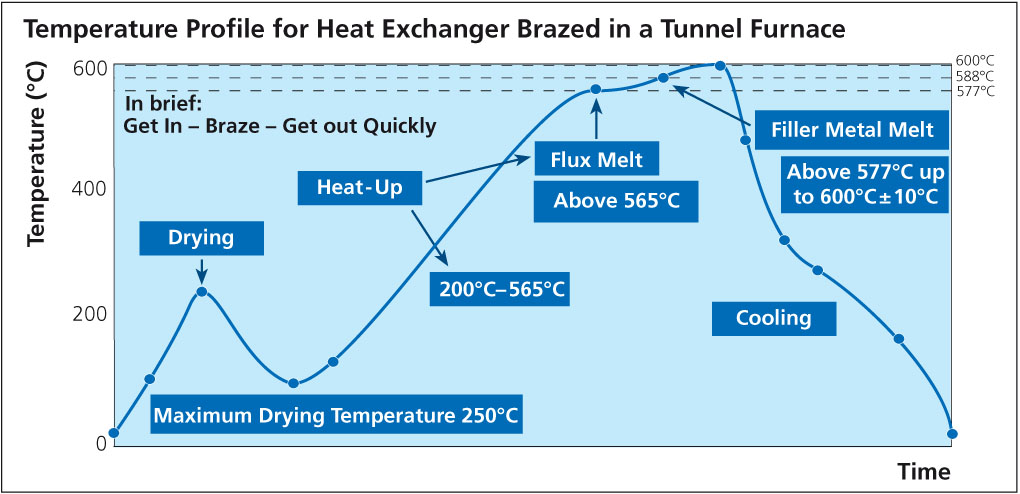
Высокотемпературная пайка (500-630 °C).
В этой технологической линии обычно используются алюминиево-кремниевые (Al-Si) присадки. Эти присадки металлургически совместимы с основным металлом, что обеспечивает им превосходные смачивающие свойства и хорошую коррозионную стойкость. Это распространенное применение в системах с высокой нагрузкой, например, в теплообменниках.
Пайка при средней температуре (300-500 °C)
Этот диапазон температур обычно используется с цинково-алюминиевыми (Zn-Al) присадочными материалами. Их можно использовать при более низких температурах обработки, но необходимо тщательно контролировать процесс, чтобы избежать разъедания основного металла.
Низкотемпературная пайка (менее 300 °C)
Этот метод использует системы органических флюсов и часто считается более похожим на мягкую пайку. Хотя его можно использовать в условиях легкой нагрузки, он обладает меньшей прочностью и долговечностью соединения.
Выбор оптимального температурного диапазона зависит от состава сплава, конструкции соединения и условий эксплуатации.
Выбирайте технологию Flux с умом.
Выбор флюса имеет очень важное значение при пайке алюминия. Традиционные флюсы в виде хлоридов агрессивно воздействуют на оксидный слой, но могут оставлять остаточные коррозионные вещества, если их не смыть.
Одним из наиболее значительных улучшений является использование флюсов на основе фторалюмината. К таким флюсам относятся:
- Негигроскопичные (не влагосодержащие)
- Исключить некоррозионные остатки.
- В небольших количествах нерастворим в воде.
Они подходят для пайки в контролируемой атмосфере и крупносерийного производства в промышленности.
Вакуумная пайка как вариант для высокоточной обработки
Удаление оксидов осуществляется методом вакуумной пайки, при этом обычный флюс не используется. Вместо этого определяющим фактором является пар магния. Взаимодействие оксидов магния и алюминия восстанавливает оксид и облегчает смачивание припоев за счет массопереноса между поверхностями, а также снижает поверхностное натяжение.
Преимущества вакуумной пайки заключаются в следующем:
- На чистых соединениях отсутствуют остатки флюса.
- Контроль качества и размеров.
- Стандартное качество сборки более высокой сложности.
Однако это предполагает точный контроль процесса и специальное оборудование.
Металлургическая совместимость
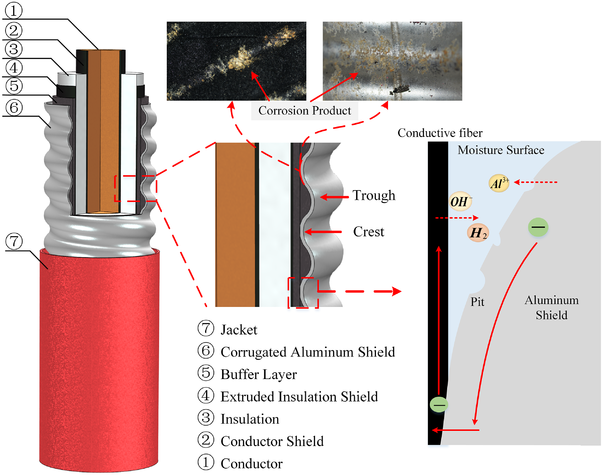
Электродный потенциал алюминия сильно отрицательный, что делает его склонным к гальванической коррозии при смешивании с другими несовместимыми присадочными металлами. Применение присадок с тяжелыми металлами, такими как олово или свинец, может привести к электрохимической коррозии, которая происходит очень быстро во влажных или проводящих условиях.
Для снижения риска:
- Литье с плотной посадкой присадочного материала к основному сплаву.
- Его нельзя смешивать с разнородными металлами, если он не имеет надлежащей изоляции.
- При выборе наполнителя необходимо учитывать условия эксплуатации.
- Предотвратите проплавление и эрозию.
Предотвращение эрозии и проплавления
Некоторые компоненты припоя, особенно цинк, хорошо растворяются в алюминии при высоких температурах. В случае слишком высокой температуры или слишком длительного времени выдержки расплавленный припой может просачиваться через границы зерен и разрушаться или плавиться насквозь, особенно в тонких участках.
- Стратегии смягчения последствий:
- Контроль температуры.
- Более короткое контролируемое время пребывания.
- Зазоры в стыках для ограничения объема филлера.
Оптимизация конструкции и подгонки соединений.
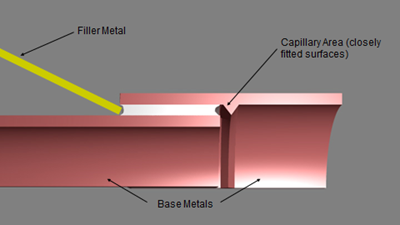
Даже высококачественный припой не способен исправить плохую конструкцию соединения. Алюминиевая пайка основана на капиллярном эффекте, который эффективен при регулируемых зазорах.
К общим рекомендациям относятся:
- Чистые, равномерные зазоры в стыках.
- Довольно гладкие поверхности для облегчения растекания наполнителя.
- Адекватное обучение, способствующее капиллярному кровообращению.
- Грамотно спроектированные соединения минимизируют дефекты и повышают повторяемость результатов.
Краткое содержание: Точность и аккуратность — залог успеха.
Пайка алюминиевых материалов представляет собой одновременно и возможность, и вызов. Малый вес и высокие эксплуатационные характеристики алюминия делают его незаменимым элементом в современных инженерных системах, однако наличие оксидной пленки и термочувствительность требуют строгого, регламентированного управления процессом. Выбор припоев и флюсов, а также контроль температуры в процессе пайки зависят от знания поведения материала и являются предопределенным фактором успеха.
Другой способ представить себе пайку алюминия — это сравнить её со сваркой льда: оксидный слой представляет собой замерзший, упрямый слой, который трудно скрепить, а чрезмерный нагрев легко разрушит нижележащий основной материал. Однако при использовании правильных методов и тщательном внимании пайка алюминия может обеспечить прочные и надежные соединения, соответствующие современным требованиям более легких и эффективных конструкций.
Почему вы выбираете Dodo Machine?
Правильное оборудование и технологическая поддержка могут существенно повлиять на качество соединений и стабильность производства для тех, кто работает с алюминиевой пайкой в сложных промышленных условиях. От точного контроля температуры до поддержания стабильной атмосферы, современные решения для пайки помогают снизить количество дефектов, связанных с оксидами, риски эрозии и объемы доработок.
Чтобы узнать больше о профессиональном паяльном оборудовании и готовых к производству решениях, предназначенных для обработки алюминия, пожалуйста, свяжитесь с нами. Додо машина для получения более подробной информации.




