


Aluminum alloys are an important material in modern industry. The reasons include their low density, high strength-to-weight ratio, and high electrical and thermal conductivity. These properties make them key in industries like aircraft and aerospace, automobiles, electronics, and heat transfer applications. The effort by modern manufacturers to displace heavier metals like steel and copper is expected to make brazing an important process.
The significance of displacement in many high-performance applications depends on the successful creation of joints by the brazing process. However, aluminum cannot be easily brazed. It is mainly due to the reactivity and temperature sensitivity of the material. The following tips will give some essential information to ensure safe and efficient brazing of aluminum materials.
Understanding Aluminum’s Physical and Chemical Properties
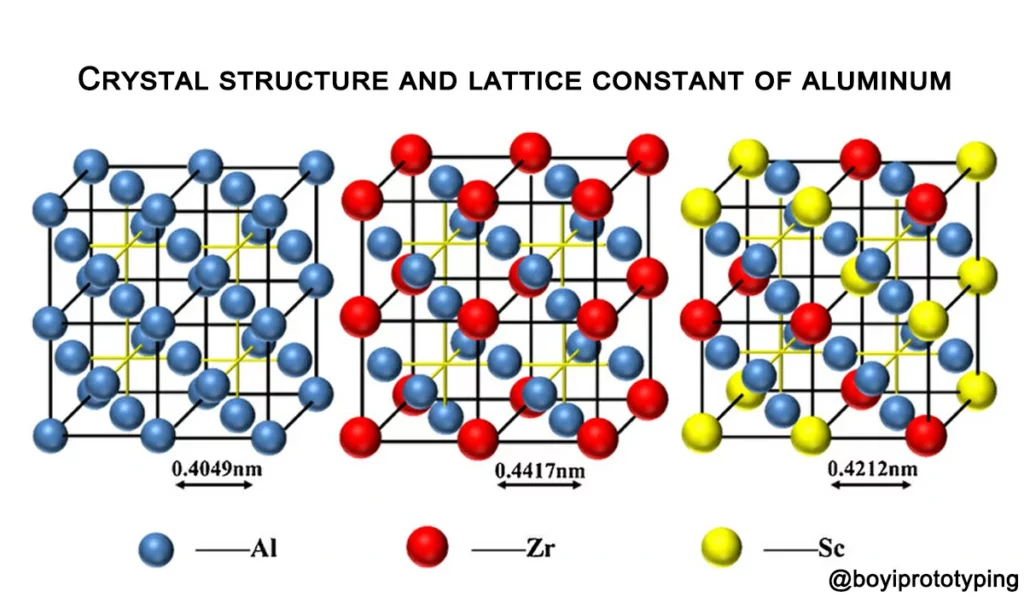
The density of aluminum is close to 2.7 g/cm³, which is only a third of that of steel and copper. That is why aluminum is so widely used. Further, aluminum has good thermal and electrical conductivities, especially in radiators and heat transfer applications, and in making electrical components.
On the other hand, these attributes make it even more challenging to braze the material. Aluminum has a tendency to heat quickly and evenly, making it hard to control during the braze cycle.
2. The Oxide Film Challenge
One of the main challenges involved in aluminum brazing is the formation of a densely packed oxide layer (Al₂O₃) on aluminum, which takes place instantly on contact with air. The oxide layer is very stable chemically, has an extremely high melting point, and prevents the filler metals from flowing on the base metal.
key tips
- Assume oxide is always present, even after mechanical cleaning.
- Use proper fluxes or controlled atmospheres that are aluminum-specific.
- Keep the time interval between surface preparation and brazing as short as possible to minimize oxidation.
A successful braze does not “dissolve,” rather it must loosen up, fracture, displace, and move the oxide away in a flux-aided filler metal stream.
Control Thermal Growth and Heating Rate.
The aluminum has an elevated coefficient of thermal expansion that is substantially greater than that of steel or copper. It may result in stresses and micro-cracking of the oxide layer during high-speed heating. Although such cracks can be beneficial in enhancing the penetration of flux, they might cause distortion or a misalignment of the joint in case the heating is inhomogeneous.
Best practices include:
- Slow, gradual, and continuous heating where feasible.
- Good fixturing to suit expansion.
- Eliminating broad strokes of thermal differences in thin sections.
Avoid Risks of Overburn and Melting
A large number of aluminum alloys have relatively low solidus temperature. Brazing near the melting point is also subject to overburn effect where the base metal starts to lose its structural integrity.
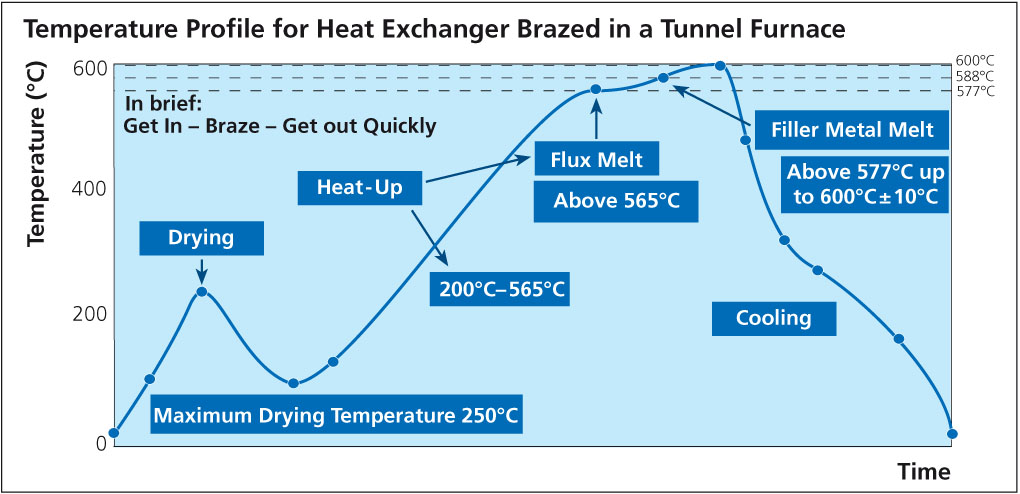
One of the most effective rules is that the brazing temperature should not be higher than 30-40 °C below the solidus temperature of the alloy. Close temperature regulation is needed particularly on thin parts and complicated assemblies.
Select the Appropriate Temperature of Brazing.
The liquidus temperature of the filler metal is widely used as a categorization of aluminum brazing:
High-Temperature Brazing (500-630 deg C).
This line normally takes advantage of aluminum-silicon (Al-Si) fillers. These fillers are metallurgically compatible with the base metal giving them superlative wetting behavior and good corrosion resistance. It is a common application where a high-demand load is involved, like heat exchangers.
Medium-Temperature Brazing (300-500 deg C)
This range is usually used with zinc-aluminum (Zn-Al) fillers. They can be used at lower processing temperatures, but must be well controlled to avoid eating up of the base metal.
Low-Temperature Brazing (Less than 300 degC)
This method employed organic flux systems and is often regarded to be more similar to soft soldering. Although it can be used in light-duty applications, it has lower level of joint strength and durability.
The choice of the right temperature range is based on the alloy composition, joint design, and service.
Choose Flux Technology Wisely
The choice of flux is very important in brazing of aluminum. The conventional fluxes in the form of chlorides operate by aggressively interfering with the oxide layer, but can be left with residual corrosive material unless it is washed off.
One of the biggest improvements is that of fluoroaluminate-based flux. These fluxes:
- Non-hygroscopic (lacks moisture) are
- Abdicate non-corrosive residues.
- Insoluble in water in a small quantity.
They fit the controlled-atmosphere brazing and large-volume production in industry.
Vacuum Brazing as an Option for High Precision
Oxide removal is done in vacuum brazing, and no conventional flux is used. Rather, magnesium vapor is a determining factor. The interaction of magnesium and aluminum oxide reduces the oxide and facilitates the wetting of fillers by mass transfer between interfaces as well as in lowering the surface tension.
The benefits of vacuum brazing would be:
- No flux residues of clean joints.
- Quality dimensional control.
- Regular quality on assemblies of higher complexity.
It however entails exact control of the process and special equipment.
Metallurgical Compatibility
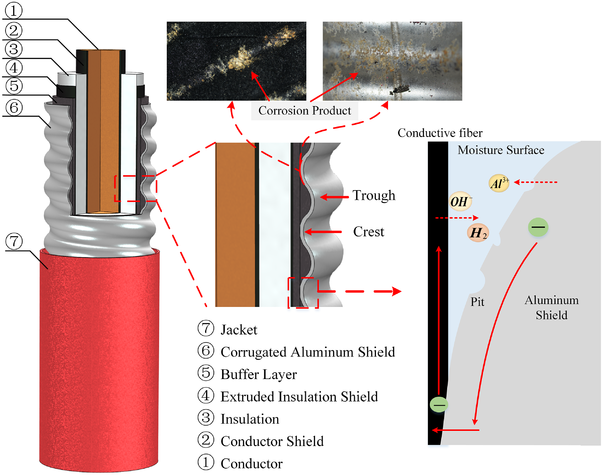
The electrode potential of aluminum is highly negative, thus making it prone to galvanic corrosion when mixed with other incompatible filler metals. Applications using fillers with heavy metals like tin or lead may lead to electrochemical corrosion that occurs very fast in wet or conductive conditions.
To reduce risk:
- Close filler casting to the base alloy.
- It should not be mixed with dissimilar metals unless adequately insulated.
- Service environment to be considered during filler selection.
- Avoid Melt through and Erosion.
Prevent Erosion and Melt-Through
Some filler constituents, especially zinc, are very soluble in aluminum at high temperatures. In case there is too much temperature or dwell time, the molten filler may creep through grain boundaries and erode or melt through, particularly in thin areas.
- Mitigation strategies:
- Control of temperature.
- Shorter dwell times that are controlled.
- Clearances of the joints to restrict filler volumes.
Maximize Joint Design and Fit-Up
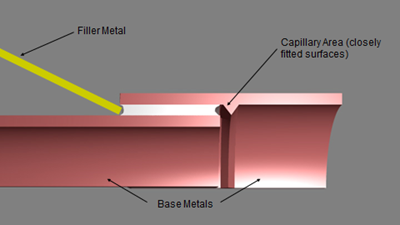
Even superior brazing material is not able to cover bad joint design. Aluminum brazing is based on capillary action, which is effective with regulated clearances.
General guidelines include:
- Clean, uniform joint gaps
- Rather slick surfaces to facilitate filler flow.
- Adequate instruction to help capillary action.
- Joints that are designed well minimise defects and enhance repeatability.
Summary: Accuracy and precision are the Secret to Success
It is an opportunity as well as a challenge to Braise Aluminum materials. The light weight, high performance characteristics of aluminum render it an invaluable element in contemporary engineering systems, yet the presence of oxide film and thermal sensitivity requires strict, regimented process management. The choice of fillers and fluxes, as well as the control of temperature during the brazing process, relies on the knowledge of the material behavior and is a predetermined success.
Another way to imagine aluminum brazing is that it is like welding ice: the oxide layer is a frozen, stubborn layer that is difficult to bind, and excessive heat will easily destroy the underlying base material beneath. When proper methods are used and close attention is paid, however, aluminum brazing can also provide powerful and dependable joints that can accommodate the current ledger of the lighter and more efficient designs.
Why You Choose Dodo Machine
The right equipment and process support can make a measurable difference in joint quality and production stability for those working with aluminum brazing in demanding industrial environments. From precise temperature control to consistent atmosphere management, modern brazing solutions help reduce oxide-related defects, erosion risks, and rework rates.
To know more about professional brazing machinery and production-ready solutions designed for the processing of aluminum, please contact Dodo Machine for further details.




