









Why Wetting Is the Foundation of Brazing.
In the brazing technology, joint reliability does not start at the furnace temperature or with the selection of filler metals; instead, it starts at the interface. Joint integrity is directly dependent on the capacity of molten filler metal to flow, attach, and bind to a solid base material. The scientific basis of brazeability is the wetting and adhesion that control this kind of behavior.
When using controlled-atmosphere and vacuum brazing equipment like that manufactured by Dodo Machine, in terms of industrial brazing, the wetting behavior is critical in determining the filler metals, and process window optimization, as well as its uniform production quality. Improper wetting causes unfinished joints, the generation of voids, and mechanical breakdown, no matter the sophistication of the heating system.
Theory of Wetting and Adhesion, Fundamentals.
The Wetting Angle as the Major Indicator.
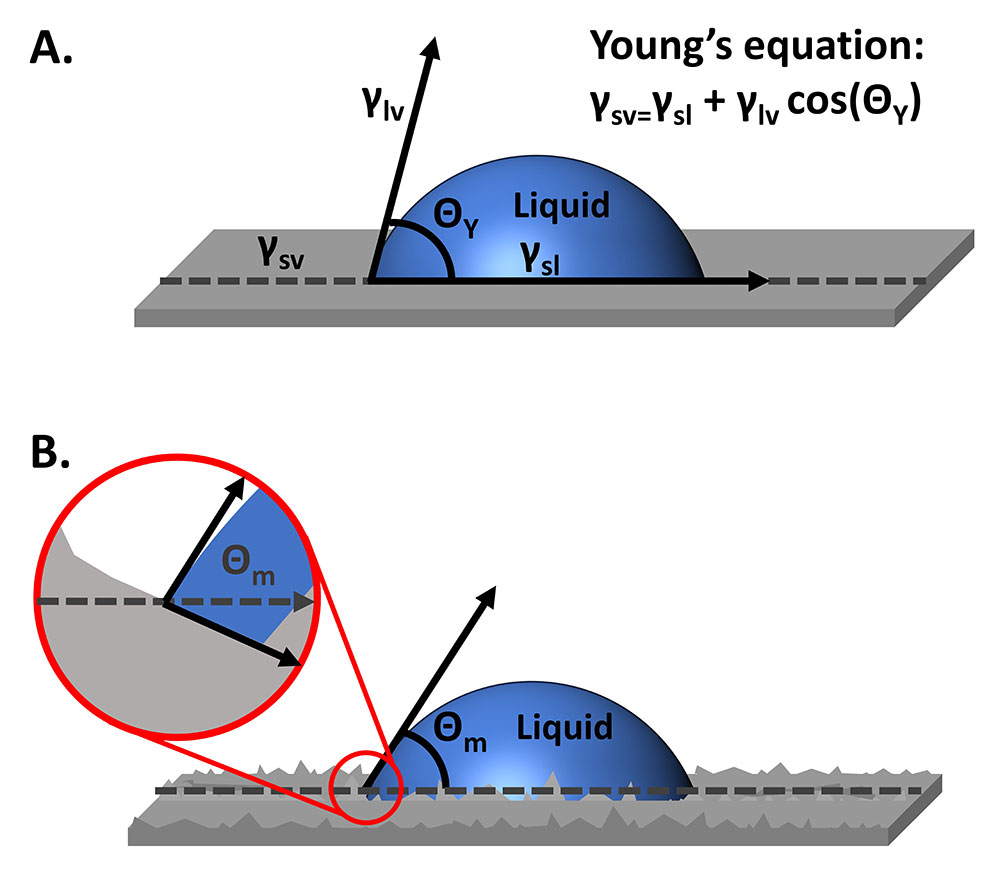
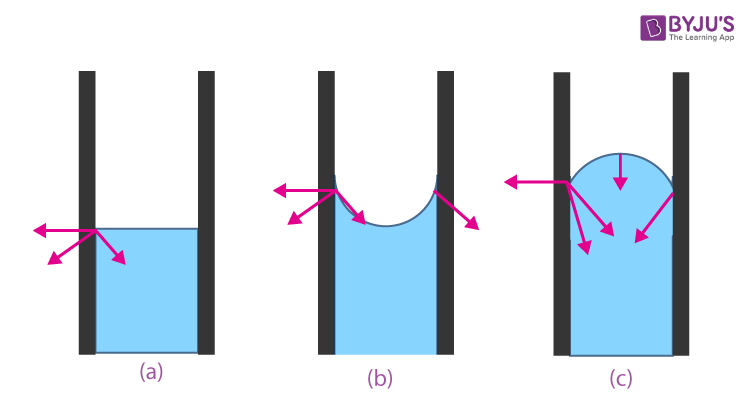
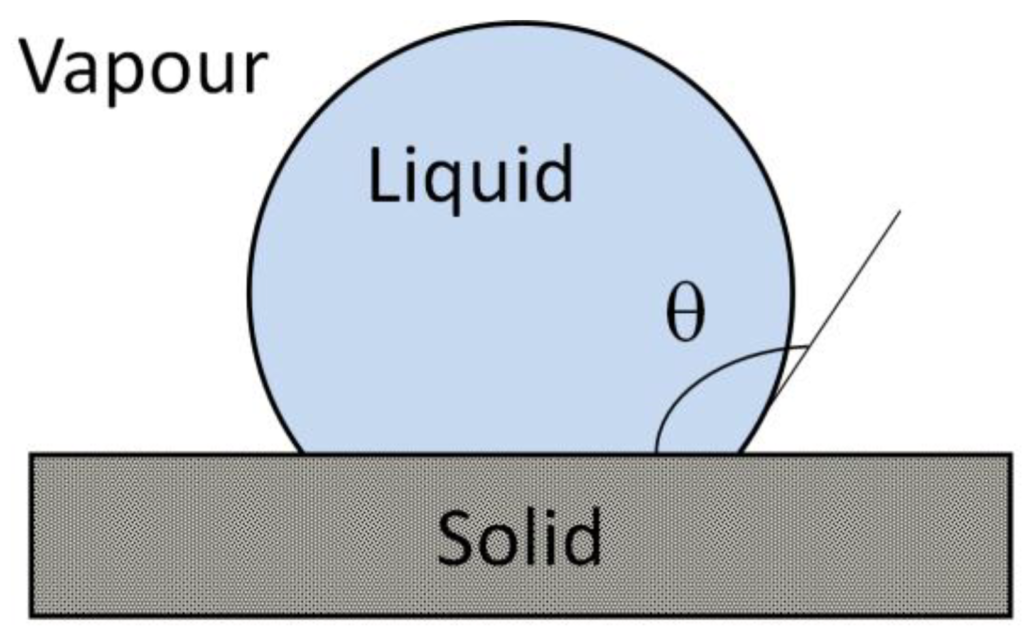
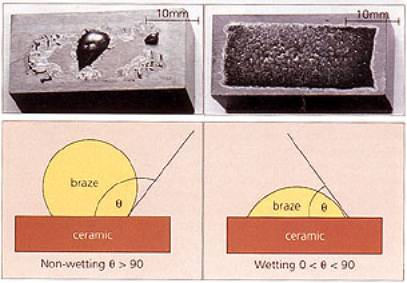
The wetting angle (θ) between a solid substrate and a liquid filler metal is the most commonly used criterion for assessing wettability. Conventionally:
θ < 90deg – Wetting occurs
θ ≪ 90°- Excellent wetting, good to braze.
θ → 90°- marginal wetting, low reliability.
But to restrict brazing assessment to a mere θ < 90° requirement cannot be applied to industry. Practical brazeability is one thing; whether wetting takes place or not; but another thing, how rapidly, how steady, and how chemically bonded the interface is.
Striking a Balance between Adhesive and Cohesive Forces.
The result of a balance between: is the wetting angle.
- Liquid filler metal adhesive force (Wa) on solid base material.
- Cohesive force, symbolized by the surface energy of the liquid (σLV).
When the forces of adhesion are stronger than the forces of cohesion, good wetting is obtained. This condition is normally achieved in metallic systems only after strong interfacial chemical bonds are established during brazing, e.g., through metallic or compound bonding.
Structural joint wetting can hardly be reliably achieved through pure physical contact, even without interfacial reaction.
Interfacial Reactions and their contribution to Wetting
Wetting in actual brazing systems is hardly ever stationary. As soon as molten filler gets in touch with the substrate, interfacial reactions start at once. These reactions:
- Modify surface chemistry
- Reduce interfacial energy
- Allow the establishment of layers of reaction.
- Enhance the behavior of spreading with time.
That is why the wetting angle should not be considered as an absolute value, which has to be measured at one moment.
Experimental Evaluation of Wetting: The Sessile Drop
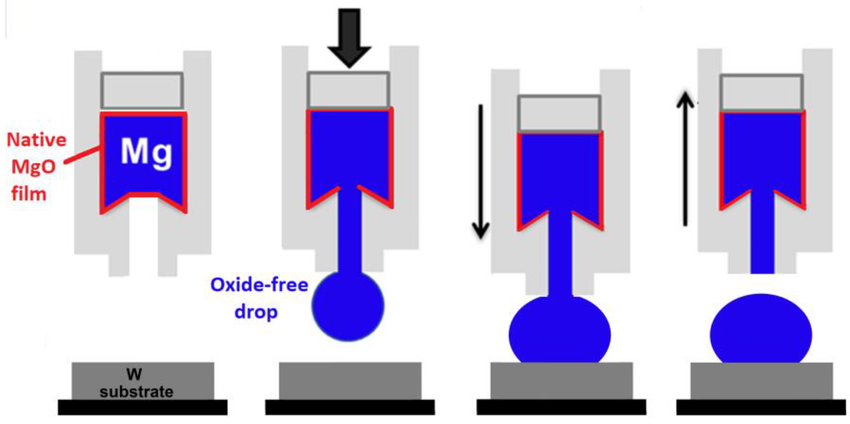
The most common experimental method of brazing study and industrial development is the sessile drop method in high-temperature wetting behavior study.
What Makes the Sessile Drop Method Critical?
This technique entails the application of a small solid filler metal on a flat material and heating it until the metal melts. With the shape of the molten drop, engineers are able to measure:
- Initial wetting angle (θ₀)
- Behavior with respect to time: Wetting.
- Last stage wetting angle (θF)
- Spreading kinetics
These findings can be of vital guidance to:
- Filler metal compositions should be chosen.
- Setting the profile of brazing temperature.
- Identifying the holding time at maximum temperature.
- Selection of brazing atmosphere (inert gas or vacuum)
Sessile drop data can be used in industrial settings with Dodo Machine brazing systems to introduce the theory of the laboratory into consistent production factors.
Types and Mechanisms of Wetting
Non-Reactive Wetting
The non-reactive wetting takes place when the molten filler metal is deposited on the substrate, but no new compounds are formed at the interface.
Key Characteristics
- Common to clean, oxide-free metallic substrates.
- The wetting angles of liquid metals and alloys can be much lower than 90°.
- The principle of wetting is primarily dependent on the cleanliness of the surface and the compatibility between the surface energies.
As an illustration, wetting of freshly cleaned metallic substrates is practical with molten metals, whereas oxidation, even at the microscopic level, may increase the wetting angle dramatically.
It emphasises the need to have controlled atmospheres and analogous temperature control, and in this context, the brazing equipment offered by Dodo machine becomes very critical.
Reactive Wetting
Non-reactive wetting is inadequate in brazing of ceramics, carbides, or oxide-based materials that require reactive wetting.
Role of Active Elements
To stimulate interfacial reactions, active elements like titanium (Ti) is incorporated into filler metals. These elements:
- How to react with ceramic substrates.
- Create compound layers which are continuous.
- Produce new surfaces of significantly increased wettability.
It leads to the gradual reduction of the wetting angle of an initial angle (th0) to a final equilibrium angle (thF) as the brazing is taking place. This time dependence behavior justifies the importance of dwell time at brazing temperature, which is just equal to that of peak temperature.
Two kinds of Brazing and wetting conditions
Capillary Brazing

Capillary brazing is a process that depends on the free movement of molten filler metal between small holes between base materials.
Wetting Requirements
- Wetting angle should be significantly smaller than 90 degrees.
- Strong wetting is mandatory
- Infiltration occurs due to the capillary force.
The rate of intrusion depends upon:
- Liquid viscosity
- Gap geometry
- Surface energy balance
Capillary brazing is not possible without great wetting, even when temperature and pressure can be controlled.
Interlayer Brazing
In interlayer brazing, filler metal is put directly between the components, not flowing into a gap.
Wetting Angle Tolerance
- Brazing may take place, even when it gets close to 90°.
- In order to have reliable joints, it is highly desirable for the angle to be less than 45 degrees.
The last type of joint is directly dependent on the inherent wetting angle. In the case of poor wetting, there will be discontinuous bonding zones, whereas with good wetting, there will be uniform interlayers.
This is especially essential in reactive systems of brazing, in which the spreading can be constrained by the interacial reaction rates.
Examples of Practical Applications as a Relation between Wetting and Brazeability.

Brazing of CuAg Eutectic Filler Stainless Steel.
When non-reactive or weakly-reactive CuAg eutectic fillers are used in stainless steel brazing:
- Surface preparation is very crucial in wetting.
- Layers of oxides contribute greatly to a decrease in wetting.
- Brazing that is controlled is necessary.
In this case, the experiments of wetting can be used to determine acceptable temperatures and holding times.
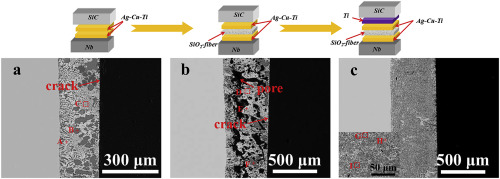
Brazing of SiC With Metal-Silicon Alloy Fillers.
Silicon carbide needs filler metals which can react with its covalent structure:
- The interaction between wetting is enhanced by chemistry.
- Diffusion direction is dependent on composition of an alloy.
- Overreaction may decrease the reliability of joints.
Sessile drop testing is essential to the control of wetting and reaction.
Brazing of Alumina using Reactive CuAgTi Filler Metals.
Brazing of alumina ceramics:
- Titanium facilitates bonding and wetting.
- At the interface, there is the formation of a reaction layer.
- The process of wetting does not happen immediately.
Nonetheless, the spreading rates in reactive systems are usually constrained, and interlayer brazing is the sure methodology.
The Importance of Wetting in Brazing Industries
Wetting is not a consequent phenomenon—it is the ruling mechanism of the formation of brazed joints. Higher temperatures and longer cycles are not able to cover up poor wetting. Instead, it leads to:
- Weak joints
- Incomplete bonding
- Increased scrap rates
- Reduced service life
In industrial applications where Dodo Machine furnaces are run by brazing, a useful result is that it is possible to know wetting, which means that:
- Wiser choice of filler metal.
- Optimized heating profiles
- Mass production on a large scale
- Uninterrupted batch quality.
In contemporary brazing, the control of wetting behavior is the distinction between theory and industry.
FAQs
1. For dependable industrial brazing, what wetting angle is necessary?
Only basic wetting is indicated by a wetting angle less than 90°, which is insufficient for industrial reliability. In actuality, stable joint formation is achieved at angles lower than 45°. While interlayer brazing may withstand somewhat higher angles with regulated risk, capillary brazing needs even lower angles to guarantee full filler infiltration.
2. Even while the filler metal technically wets the surface, why does brazing still fail?
Due to the dynamic nature of wetting. The wetting angle may not reach a stable low value throughout the brazing cycle due to surface oxidation, unstable atmosphere management, inadequate holding time, or uneven heating. Sustaining ideal wetting conditions during melting and spreading is essential to the success of industrial brazing.
3. Why is wetting more important for capillary brazing than for interlayer brazing?
To pull molten filler into small spaces, capillary brazing relies solely on capillary forces. Strong wetting is necessary for these forces to be effective. Inadequate wetting will prevent filler metal from flowing, resulting in internal flaws and incomplete joins. Because the filler is applied just at the joint interface, interlayer brazing is less sensitive.
4. How is ceramic-to-metal brazing enhanced by reactive wetting?
A new compound layer is created via reactive wetting, which introduces active ingredients that chemically react with ceramic surfaces. Strong bonding is made possible by this layer’s enhanced wettability, which causes the wetting angle to gradually decrease. However, in order to prevent brittle interfacial phases, reaction rate control is essential.
5. What is wetting control crucial for industrial brazing on a large scale?
Small changes in wetting behavior can result in notable variances in joint quality in mass production. Scrap rates, rework, and performance variability are all increased by inadequate wetting. When using industrial brazing equipment like Dodo Machine systems, stable wetting allows for reproducible joint geometry, uniform mechanical strength, and dependable production.



